Metallbau im Maschinenbau: CAD-Konstruktion bis Serie

In diesem Leitfaden erfahren Sie, wie moderner Metallbau die Entwicklung und Produktion von Maschinen prägt. Von der CAD‑Konstruktion über die Materialwahl bis zur Serienfertigung werden alle Prozessschritte beleuchtet. Dabei werden sowohl die wichtigsten Normen wie ISO 2768 und EN 1090 als auch praktische Kriterien für die Wahl des richtigen Fertigungspartners erläutert.
Der Maschinenbau lebt vom präzisen Zusammenspiel vieler Bauteile. Rahmen, Verkleidungen, Maschinengestelle und Funktionskomponenten werden immer häufiger aus Blech und Profilen gefertigt, weil sie leicht, flexibel gestaltbar und wirtschaftlich sind. „Metallbau im Maschinenbau“ beschreibt somit die Kunst, Metalle zu konstruktiven Einheiten zu formen, die höchsten Anforderungen an Maßhaltigkeit, Stabilität und Zuverlässigkeit genügen. Von der ersten Idee bis zur Serie durchlaufen Bauteile mehrere Prozessstufen: CAD‑Konstruktion, Laserschneiden, Biegen, Schweißen, Oberflächenveredelung und Montage. Diese Kette erfordert fachliches Wissen, moderne Technik und eine enge Abstimmung zwischen Konstruktion, Fertigung und Qualitätssicherung.
Die folgenden Abschnitte erklären, wie Metallbauprojekte im Maschinenbau erfolgreich umgesetzt werden. Sie gehen auf physikalische Grundlagen, konstruktive Richtlinien, Normen und Qualitätskriterien ein. Besonderes Augenmerk gilt der CAD‑gestützten Konstruktion und der Integration aller Fertigungsschritte. Der Artikel enthält praktische Tipps für Einkäufer und Konstrukteure, sodass sie die richtigen Entscheidungen treffen und zuverlässige Partner auswählen können.
Grundlagen des Metallbaus im Maschinenbau
Definition und Bedeutung
Metallbau umfasst die Bearbeitung und Verbindung von Metallen zu funktionalen Baugruppen. Im Maschinenbau ist der Metallbau von zentraler Bedeutung, weil viele Komponenten – von Tragkonstruktionen über Gehäuse bis zu komplexen Anlagen – aus Blechen, Rohren und Profilen bestehen. Moderne Fertigungsverfahren wie Laserschneiden und CNC‑Biegen ermöglichen passgenaue Teile mit hoher Wiederholgenauigkeit. Dies schafft die Grundlage für modulare Konstruktionen und effiziente Montage.
Maschinenbaukonstruktionen müssen sowohl mechanische als auch wirtschaftliche Anforderungen erfüllen: Sie müssen Belastungen standhalten, präzise gefertigt und kosteneffizient produziert werden. Die Wahl des Materials, der Verarbeitungstechnologien und der Konstruktionsstrategie entscheidet darüber, ob ein Projekt diese Ziele erreicht. Unternehmen, die Metallbau für den Maschinenbau anbieten, nutzen deshalb interdisziplinäre Teams aus Ingenieuren, CAD‑Spezialisten und erfahrenen Fertigungstechnikern. Sie arbeiten mit 3D‑CAD‑Software, um Modelle zu erstellen und Fertigungsdaten zu generieren. Bei GEMTEC beispielsweise betonen die Konstrukteure, dass moderne CAD‑Software eine schnelle und flexible Anpassung von Konstruktionen ermöglicht.
Materialeigenschaften und Auswahl
Die Materialwahl beeinflusst die Konstruktion, die Fertigung und die Funktionsfähigkeit einer Maschine. Wichtige Werkstoffe im Metallbau sind Stahl, Edelstahl, Aluminium und Kupferlegierungen. Der Blechzuschnitt‑Artikel von GEMTEC beschreibt ihre Eigenschaften: Stahl ist robust und kostengünstig, hat hohe Festigkeit und eignet sich für tragende Strukturen. Edelstahl bietet Korrosionsbeständigkeit, was für die Lebensmittel‑ und Medizintechnik wichtig ist. Aluminium ist leicht und gut formbar, weist jedoch geringere Festigkeit auf und kann beim Schweißen durch hohe Wärmeleitfähigkeit problematisch werden. Kupfer und Messing haben eine gute Leitfähigkeit und dekorative Oberfläche.
Die Blechdicke beeinflusst die Verarbeitung. Es wird zwischen Feinblech (0,5–3 mm), Mittelblech (3–10 mm) und Grobblech (> 10 mm) unterschieden. Dünnere Bleche lassen sich gut biegen und sind für Gehäuse oder Verkleidungen geeignet, während dicke Bleche hohe Traglasten aufnehmen können, aber größere Biegeradien und stärkere Maschinen benötigen. Bei der Materialwahl spielen neben mechanischen Eigenschaften auch Korrosionsschutz, Gewicht und Kosten eine Rolle.
Toleranzen und Normen
Damit Bauteile in der Montage zusammenpassen, müssen Toleranzen definiert werden. Die ISO 2768 legt allgemeine Toleranzen für Längen‑, Winkel‑ und Formmaße fest. Für Blechteile wird häufig die Toleranzklasse „m“ (mittel) gewählt. Dies entspricht zum Beispiel bei einer Länge von 160–315 mm einer Toleranz von ± 0,5 mm. Eine höhere Präzision (Klasse „f“) erhöht die Kosten, weil die Fertigungsprozesse enger gesteuert werden müssen.
Für thermische Schneidverfahren definiert die ISO 9013 vier Qualitätsbereiche. Im Laserzuschnitt werden meist Bereich 2 oder 3 verwendet, um eine gute Balance zwischen Schnittqualität und Wirtschaftlichkeit zu erreichen. Auch die EN 1090 spielt eine Rolle: Sie regelt die Ausführung von Stahl‑ und Aluminiumtragwerken und definiert sogenannte Ausführungsklassen (EXC 1–4) für die Tragfähigkeitsanforderungen. Für Maschinenbauteile, die in sicherheitsrelevanten Bereichen eingesetzt werden, müssen je nach Anwendung zusätzliche Normen wie ISO 3834 (Schweißqualität) oder ISO 9001 (Qualitätsmanagement) berücksichtigt werden.
Diese Normen geben den Rahmen vor, innerhalb dessen sich Konstrukteure bewegen. Sie bestimmen Grenzwerte für Abweichungen und definieren Prüfmethoden. Eine normgerechte Planung erleichtert die Kommunikation zwischen Auftraggeber und Fertigungspartner, da Qualitätsanforderungen klar definiert sind.
CAD‑Konstruktion: Von der Idee zum Fertigungsplan
Anforderungen an die Konstruktion
Die Konstruktion bildet das Fundament eines erfolgreichen Metallbauprojekts. Sie muss nicht nur die Funktion des Bauteils abbilden, sondern auch dessen Fertigung berücksichtigen. Konstrukteure der GEMTEC GmbH betonen, dass eine durchdachte Konstruktion Funktion, Machbarkeit und Wirtschaftlichkeit vereint. Dies bedeutet, dass bereits bei der Gestaltung die spätere Bearbeitung (Laserschneiden, Biegen, Schweißen) und die Materialeigenschaften eingeplant werden. So werden Bauteile nicht zu filigran ausgeführt, wenn sie hohen Belastungen standhalten müssen, und nicht überdimensioniert, wenn Gewicht eine Rolle spielt.
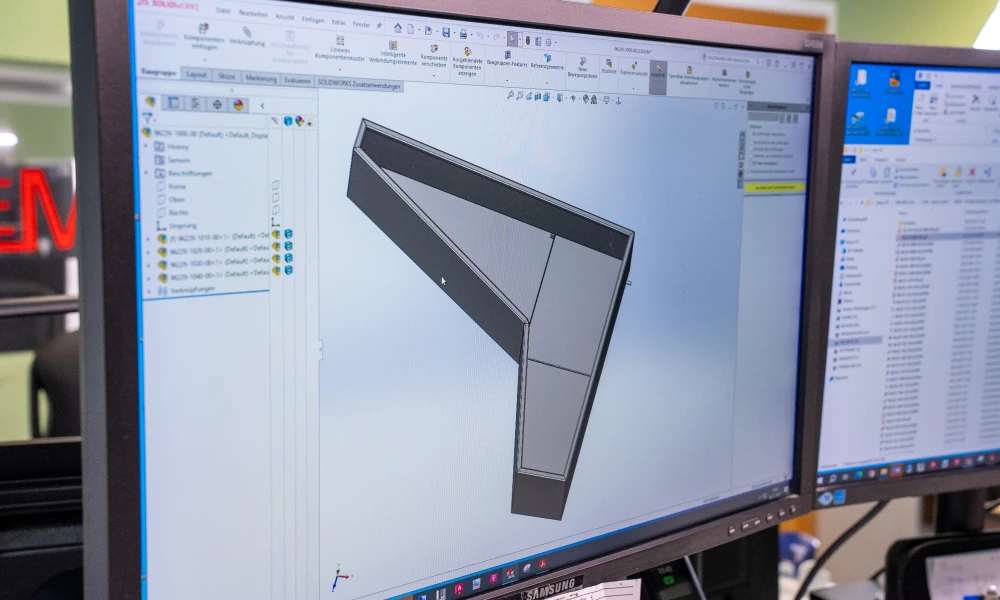
CAD‑Software und Datenaustausch
Um solche Konstruktionen zu erstellen, kommen professionelle 3D‑CAD‑Programme zum Einsatz. Sie erlauben es, Modelle in Echtzeit zu visualisieren, Kollisionen zu erkennen und Biegezugaben zu berücksichtigen. Die Konstrukteure bei GEMTEC nutzen Software wie SolidWorks und AutoCAD, um Bauteile zu planen und vorhandene CAD‑Daten wie STEP‑, DXF‑ oder DWG‑Dateien einzulesen. Die Möglichkeit, bestehende Modelle zu importieren und zu bearbeiten, erleichtert die Zusammenarbeit mit Kunden, die oft in verschiedenen CAD‑Systemen arbeiten.
Moderne CAD‑Systeme bieten Funktionen, um Biegezuschläge automatisch zu berechnen. Beim Abkanten muss man berücksichtigen, dass sich die neutrale Faser während des Biegens verschiebt. Der K‑Faktor – Verhältnis von Materialdicke zur Lage der neutralen Faser – liegt typischerweise zwischen 0,3 und 0,5 und ist entscheidend für die Berechnung der Biegezugabe. Ein korrekter K‑Faktor sorgt dafür, dass die Abwicklungsmaße stimmen und das Bauteil nach dem Biegen die richtige Länge hat.
Fertigungsorientiertes Design
Eine Konstruktion gilt als fertigungsorientiert, wenn sie die realen Fertigungsprozesse berücksichtigt. GEMTEC weist darauf hin, dass Konstruktionen mit angemessenen Biegeradien, Materialtoleranzen und wirtschaftlicher Fertigbarkeit entworfen werden. Dies bedeutet unter anderem:
- Biegeradien: Je nach Material und Blechdicke müssen Mindestbiegeradien eingehalten werden, um Rissbildung zu vermeiden. Bei Stahl beträgt der Mindestinnenradius etwa die Blechstärke, bei Edelstahl 1–2 × Dicke und bei Aluminium 2–3 × Dicke.
- Fassungen und Laschen: Einfache Blechgeometrien mit Laschen oder Verstärkungen erleichtern das Schweißen und die Montage. Schweißnähte sollten gut zugänglich sein und nicht durch Bauteilkonturen verdeckt werden.
- Standardisierte Lochbilder: Verwendung von Normlochreihen und Standardbefestigungen reduziert den Anpassungsaufwand.
- Schnittstellen: Bohrungen, Gewinde oder Durchbrüche sollten so positioniert werden, dass sie im Laserschneiden oder Stanzen hergestellt werden können und beim Biegen nicht verformt werden.
Indem diese Aspekte frühzeitig beachtet werden, lässt sich die Produktentwicklung beschleunigen. Änderungsaufwände bleiben gering, weil 3D‑Modelle leicht angepasst werden können. Die Konstrukteure bei GEMTEC heben hervor, dass dadurch flexible Reaktionen auf Kundenwünsche möglich sind.
Prototyping und Serienanlauf
Bevor eine Konstruktion in die Serienfertigung übergeht, sind oft Prototypen notwendig. CAD‑Modelle werden hierfür in physische Prototypen überführt, um Funktion, Einbau und Handhabung zu überprüfen. 3D‑Druck, Laserschneiden und Biegen ermöglichen die schnelle Herstellung. GEMTEC bietet sowohl Prototypen als auch Klein‑ und Großserien an, wobei die gleichen Qualitätsstandards gelten. Ein solcher „digitaler Zwilling“ aus CAD‑Modell und realem Prototyp verkürzt die Entwicklungszeit und erhöht die Zuverlässigkeit in der Serie.
Materialwahl und Fertigungsverfahren
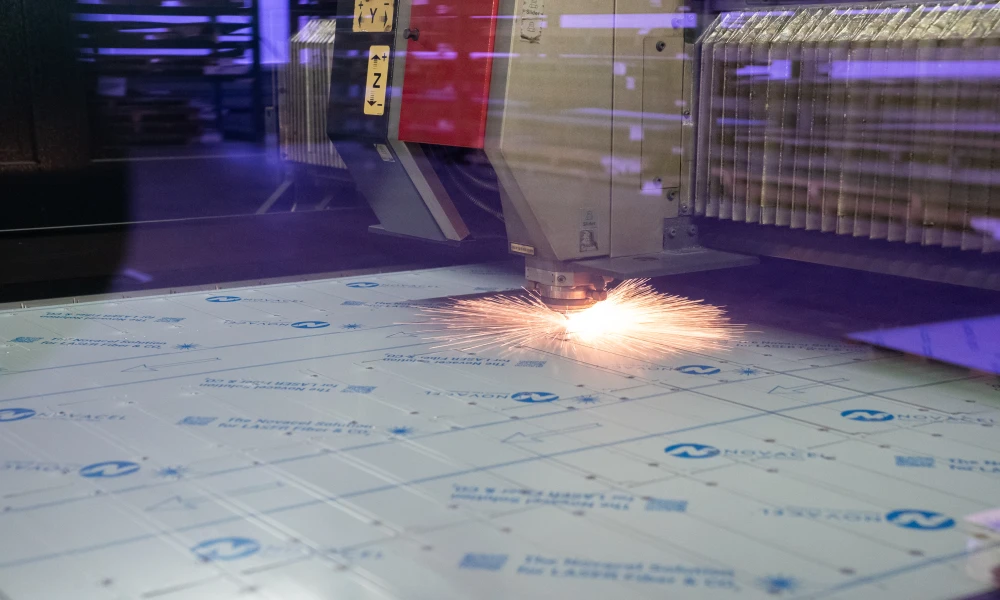
Laserschneiden
Als erster Bearbeitungsschritt folgt auf die Konstruktion häufig der Zuschnitt. Das Laserschneiden bietet hohe Präzision und Flexibilität. Moderne Faserlaser schneiden Stahl bis 25 mm, Edelstahl bis 20 mm, Aluminium bis 12 mm sowie Messing und Kupfer bis 10 mm. Beim Schneiden entstehen schmale Schnittfugen und saubere Kanten; Nacharbeit ist selten nötig. Die ISO 9013 definiert Qualitätsbereiche, wobei Bereich 2 eine gute Oberfläche und enge Toleranzen liefert.
Die Prozessparameter beeinflussen das Ergebnis: Leistung, Fokuslage und Vorschubgeschwindigkeit müssen auf Material und Dicke abgestimmt sein. Beim Schneiden von Aluminium und Edelstählen wird Stickstoff als Schneidgas verwendet, um Oxidation zu verhindern. Für Baustahl kann Sauerstoff eingesetzt werden, was die Schnittgeschwindigkeit erhöht, jedoch eine leichte Oxidschicht hinterlässt.
Biegen und Abkanten
Nach dem Zuschnitt werden Bleche durch Biegen in die gewünschte Form gebracht. Moderne Abkantpressen, wie sie GEMTEC einsetzt, verfügen über automatische Werkzeugwechsler und hinterlegen Parameter in der Steuerung. Wichtig ist die Wahl der V‑Breite (Breite der Matrize) und des Stempelradius. Faulregeln: Die V‑Breite sollte das 6–10‑fache der Blechdicke betragen, bei hochfesten oder dicken Blechen auch mehr. Die Biegezurückfederung ist zu berücksichtigen; sie hängt vom Material ab und beträgt bei Stahl etwa 2–3 °.
Beim Biegen spielt die Walzrichtung der Bleche eine Rolle: Wird quer zur Walzrichtung gebogen, sind engere Radien möglich; parallel zur Walzrichtung steigt die Rissgefahr. Dies gilt insbesondere bei hochfesten Stählen.
Schweißen und Fügen
Für die Verbindung von Blechen stehen verschiedene Schweißverfahren zur Verfügung. Im Maschinenbau dominieren MIG/MAG, WIG und Laserschweißen.
- MIG/MAG: Metalle werden mit einem kontinuierlich zugeführten Draht unter Schutzgas geschweißt. Es eignet sich für dickere Bleche und ermöglicht hohe Abschmelzleistung.
- WIG: Tungsten Inert Gas – Schweißen erzeugt hochwertige Nähte bei geringen Schweißgeschwindigkeiten. Die Wärmeeinflusszone ist klein, sodass das Verfahren für sichtbare Verbindungen und Edelstähle beliebt ist.
- Laserschweißen: Dank fokussierter Energie sind schmale, verzugsarme Nähte möglich. Dieses Verfahren ist für dünne Bleche besonders geeignet und ermöglicht automatisierte Serienfertigung.
Die Wahl des Verfahrens hängt von Material, Blechdicke, Geometrie und Anforderungen ab. Hybridverfahren, die Laser und MIG/MAG kombinieren, verbinden hohe Einbrandtiefe mit Spaltüberbrückung.

Oberflächenveredelung und Montage
Nach dem Schweißen folgt die Oberflächenbehandlung. Schleifen und Entgraten entfernen Grate und Schweißperlen. Für Edelstahl empfiehlt sich Beizen und Passivieren, um die schützende Chromoxidschicht wiederherzustellen. Pulverbeschichtung, Lackierung oder galvanische Beschichtungen schützen vor Korrosion und verbessern das Erscheinungsbild.
Die Baugruppenmontage integriert alle Einzelteile zu einer funktionsfähigen Bei GEMTEC werden vor der Vor‑ und Endmontage mechanische Bauteile vormontiert, geprüft und mit Beipackmaterial versehen. Final wird das Produkt mit Befestigungselementen und Funktionsteilen komplettiert und verpackt. Optional übernimmt der Fertigungspartner auch die Beschaffung von Zukaufteilen, um die Supply Chain zu entlasten.
Prozesskette: Von der Konstruktion zur Serie
Planung und Organisation
Damit Metallbauprojekte im Maschinenbau reibungslos laufen, ist eine ganzheitliche Planung erforderlich. Am Beginn steht die Bedarfsermittlung: Welche Funktion erfüllt das Bauteil? Welche Lasten wirken? Welches Material und welche Wandstärke sind erforderlich? Danach definiert der Konstrukteur die Geometrie in einem 3D‑Modell, berechnet Biegezugaben und legt Schnittstellen fest. Die weitere Fertigung wird auf Basis des CAD‑Modells geplant.
Die Praxis zeigt, dass der Kontakt zwischen Konstruktion und Fertigung eng sein sollte, um Missverständnisse zu vermeiden. Änderungen am Modell können direkt im CAD umgesetzt werden, sodass die Fertigung immer auf aktuelle Daten zugreifen kann. Durch bereichsübergreifende Zusammenarbeit mit kurzen Abstimmungswegen werden Projekte effizienter und Fehlerquellen reduziert.
Fertigungstechnische Umsetzung
Nach Freigabe des Designs beginnt die Fertigung mit dem Zuschnitt. Faserlaser liefern Bauteile mit hoher Genauigkeit. Die Programmierung der Maschinen basiert direkt auf den CAD‑Daten, sodass keine Datenverluste entstehen. Beim Abkanten sorgen CNC‑Pressen mit automatischem Werkzeugwechsler für schnelle Rüstzeiten und präzise Winkel.
Beim Schweißen werden die Bauteile gemäß spezifizierten Nahtformen verbunden. Wenn hohe Anforderungen an Optik und Präzision bestehen, ist das Laserschweißen eine gute Wahl. Für tragende Strukturen mit dickeren Blechen eignen sich MIG/MAG‑Verfahren.
Die anschließende Oberflächenveredelung stellt sicher, dass die Bauteile korrosionsbeständig und ansprechend sind. Pulverbeschichtete oder galvanisierte Bauteile finden sich in Maschinengehäusen, Bedienpulten und Abdeckungen.
Qualitätskontrolle und Dokumentation
Die gesamte Prozesskette wird durch Qualitätssicherung begleitet. Verwendete Materialien werden mit Werkszeugnissen dokumentiert; die Zuschnittqualität wird anhand von ISO 9013 bewertet. Beim Biegen messen Winkelkontrollsysteme die genauen Biegewinkel und korrigieren sie ggf. automatisch. Schweißnähte werden visuell geprüft; in sicherheitsrelevanten Anwendungen kommen Ultraschall‑ oder Röntgenprüfungen zum Einsatz, wie es die DIN 2303 fordert.
Unternehmen mit zertifiziertem Qualitätsmanagementsystem nach ISO 9001 dokumentieren ihre Prozesse, prüfen regelmäßig und optimieren kontinuierlich. Dies schafft Vertrauen bei Kunden und erhöht die Prozesssicherheit.
Normen und Qualitätsrichtlinien im Metallbau
ISO 2768 – Allgemeintoleranzen
ISO 2768 definiert Toleranzen für Längen‑ und Winkelmaße, wenn keine spezifischen Toleranzen angegeben sind. Für Blechteile wird meist die Klasse „m“ gewählt. Diese Toleranzen reichen beispielsweise bei 500 mm Länge von ± 0,5 mm. Es ist wichtig, nicht enger zu tolerieren, als es die Funktion erfordert, da sonst die Fertigungskosten steigen.
ISO 9013 – Qualitätsbereiche für thermische Schnitte
Die Norm ISO 9013 klassifiziert Schnittqualitäten. Laserzuschnitte werden häufig in den Bereichen 2 und 3 ausgeführt, die eine glatte Kante und geringe Neigungswinkel aufweisen. Bereich 1 steht für höchste Qualität mit sehr glatten Kanten, ist aber zeitintensiv und kostspielig. Bereich 4 kommt bei groben Brennschnitten zum Einsatz.
EN 1090 – Ausführung von tragenden Bauteilen
Die EN 1090 umfasst mehrere Teile: Teil 1 regelt Konformitätserklärungen und Zertifizierung, Teil 2 die Ausführung von Stahltragwerken, Teil 3 die Ausführung von Aluminiumtragwerken. Je nach Tragfähigkeit des Bauteils werden Ausführungsklassen EXC 1–4 definiert. Für Maschinengehäuse reicht meist EXC 1 oder 2; für tragende Gestelle können höhere Klassen notwendig sein.
ISO 3834 und weitere Schweißnormen
ISO 3834 regelt die Qualitätsanforderungen an Schweißbetriebe. Sie definiert drei Qualitätsstufen (Basis, Standard, Umfassend) und verlangt Dokumentation und Personalqualifikation. Für Schweißpersonal gilt ISO 9606, die Qualifikationsprüfungen vorschreibt. Für Laser- und Elektronenstrahlschweißen existiert ISO 13919, welche Unregelmäßigkeiten und Qualitätsstufen spezifiziert.

Qualitätsmanagement und Zertifikate
Ein Qualitätsmanagementsystem nach ISO 9001 dokumentiert Prozesse, definiert Verantwortlichkeiten und sorgt für kontinuierliche Verbesserung. Viele Metallbaufirmen lassen sich nach ISO 9001 zertifizieren, um ihre Qualitätsfähigkeit nachzuweisen. Kunden erhalten so Sicherheit, dass Projekte nach standardisierten Abläufen abgewickelt werden.
Projektplanung, Kosten und Wirtschaftlichkeit
Kostentreiber im Metallbau
Die Kosten eines Metallbauprojekts werden von verschiedenen Faktoren bestimmt. Materialpreise hängen von Art und Güte des Metalls ab. Hochlegierte Edelstähle sind teurer als einfache Baustähle. Aluminium und Kupferlegierungen sind ebenfalls kostenintensiver.
Fertigungszeit und Maschinenkosten wirken sich stark aus: Laserschneiden ist vergleichsweise günstig für mittlere und große Losgrößen, während Stanzen erst bei großen Stückzahlen wirtschaftlich wird. Biegen verursacht zusätzliche Kosten durch Rüstzeiten und Werkzeugverschleiß. Schweißen ist arbeitsintensiv, vor allem manuelle Prozesse. Automatisiertes Laserschweißen reduziert Arbeitszeit, setzt aber eine höhere Investition in Maschinen voraus.
Ein wesentlicher Kostenfaktor ist die Toleranz. Je enger die Toleranzklasse (z. B. ISO 2768 „f“), desto höher die Anforderungen an Maschineinstellung, Kontrolle und Nacharbeit. Daher sollten Toleranzen nur so eng wie nötig definiert werden.
Optimierung durch seriengerechtes Design
Durch ein seriengerechtes Design lassen sich Kosten deutlich senken. Große, ebene Flächen können beispielsweise mit Sicken versteift werden, statt dickere Bleche zu verwenden. Montagefreundliche Konstruktionen mit Nut‑ und Feder‑Verbindungen oder Bolzen erleichtern die Endmontage. Standardisierte Komponenten und Normteile senken den Einkaufspreis und vereinfachen die Logistik.
Ferner kann die Materialausnutzung durch geschicktes Nesting (dichte Anordnung der Bauteile beim Laserschneiden) verbessert werden. Dies reduziert Ausschuss und Rohmaterialbedarf. GEMTEC betont, dass sie Materialverschnitt optimieren, um ressourcenschonend zu arbeiten. Für Serienprojekte lohnt sich die Investition in spezifische Vorrichtungen, die das Biegen oder Schweißen beschleunigen.
Projektablauf und Timing
Ein typischer Projektablauf im Metallbau gliedert sich in:
- Bedarfsanalyse und Angebot: Kundenanforderungen werden aufgenommen, Machbarkeit überprüft und ein Angebot mit Zeit‑ und Kostenrahmen erstellt.
- Konstruktion und Prototypenbau: CAD‑Modelle entstehen; Prototypen verifizieren das Design. Änderungen können vor der Serienfertigung eingearbeitet werden.
- Fertigung der Serie: Nach Freigabe laufen Laserschneiden, Biegen, Schweißen und Oberflächenveredelung. In dieser Phase ist eine gute Abstimmung nötig, um Engpässe zu vermeiden.
- Montage und Versand: Baugruppen werden montiert, geprüft, verpackt und ausgeliefert.
Die Dauer hängt von der Komplexität ab. Für einfache Blechgehäuse beträgt sie wenige Wochen; für komplexe Maschinengestelle mit mechanischen Komponenten mehrere Monate. Transparente Kommunikation zwischen Auftraggeber und Fertiger ist unerlässlich, um Verzögerungen zu vermeiden.
Branchen und Anwendungsfelder
Metallbauprodukte sind in vielen Maschinenbau‑Teilbranchen anzutreffen. Hier einige Beispiele:
- Aufzugsbau: Schachtverkleidungen, Kabinenwände und Führungsschienen werden aus Edelstahl oder lackierten Stahlblechen gefertigt. Präzise Toleranzen garantieren eine leise und sichere Fahrt.
- Medizintechnik: Gehäuse für Geräte wie Röntgengeräte oder Laborausstattung müssen hygienisch, robust und korrosionsbeständig sein. Edelstahl ist hier Standard, die Schweißnähte werden passiviert.
- Lebensmittelindustrie: Maschinengehäuse, Trichter und Förderbänder bestehen aus nichtrostenden Werkstoffen. Schweißnähte dürfen keine Spalten oder Ritzen bilden, damit sich keine Keime ansiedeln.
- Energietechnik: Schaltschränke, Trägergestelle und Abdeckungen für Wind‑ oder Solaranlagen sowie Kabelschächte erfordern langlebige, wetterfeste Konstruktionen.
- Bühnen‑ und Messebau: Für temporäre Aufbauten sind leichte und modulare Konstruktionen gefragt. Aluminiumprofile und Stahlrahmen werden kombiniert, um stabile Podeste und Messestände zu schaffen.
- Kunstobjekte: Skulpturen aus Metall erfordern kreative Formen und hochwertige Oberflächen. Hier kommt das Know‑how aus dem Maschinenbau zum Einsatz, um stabile, ästhetische Werke zu fertigen.
All diese Branchen profitieren von einem Fertigungspartner, der die gesamte Prozesskette beherrscht. So lassen sich kundenspezifische Produkte effizient und in hoher Qualität herstellen.
Auswahl des passenden Fertigungspartners
Technische Ausstattung
Beim Vergleich von Metallbaufirmen ist der Maschinenpark ein wesentliches Kriterium. Ein moderner Betrieb verfügt über CNC‑Laserschneidanlagen, Abkantpressen, Schweißtechnik und Oberflächenbearbeitungsanlagen. GEMTEC beispielsweise nutzt AMADA‑Maschinen wie die LC 2515C1 AJ, Ventis 3015 AJ und Ensis 4020 AJ für das Laserschneiden, die hohe Geschwindigkeit und Präzision bieten. Abkantpressen mit automatischem Werkzeugwechsel (HG‑1003 ATC) sorgen für kurze Rüstzeiten, und leistungsstarke Schweißgeräte gewährleisten saubere Nähte.
Erfahrung und Qualifikation
Langjährige Erfahrung und geschultes Personal sind entscheidend. Ein Unternehmen, das seit Jahrzehnten in der Metallbearbeitung tätig ist, verfügt über umfangreiches Know‑how. Bei GEMTEC arbeitet ein Team aus Konstrukteuren, Technikern und Fertigungsmitarbeitern, das durch kontinuierliche Schulungen auf dem aktuellen Stand bleibt. Zertifizierungen wie ISO 9001, EN 1090 oder ISO 3834 belegen die Qualität der Prozesse.
Flexibilität und Kommunikation
Flexibilität zeigt sich in der Fähigkeit, kleine und große Serien gleichermaßen wirtschaftlich zu fertigen. Ein guter Partner reagiert auf kurzfristige Änderungen und unterstützt bei der Optimierung der Konstruktion. Eine enge Kommunikation ist dafür unerlässlich. Kurze Abstimmungswege sorgen für schnelle Entscheidungen und transparente Rückmeldungen über den Projektfortschritt.
Lokale Verfügbarkeit und Nachhaltigkeit
Lokale Fertigungspartner bieten logistische Vorteile. Sie vermeiden lange Transportwege und reduzieren den CO₂‑Ausstoß. Zudem erleichtert die geografische Nähe die Kommunikation. Unternehmen wie GEMTEC haben ihren Sitz in Königs Wusterhausen und beliefern Kunden in der Region sowie international. Nachhaltigkeit zeigt sich nicht nur in kurzen Wegen, sondern auch in der Nutzung energieeffizienter Maschinen und in der optimierten Materialausnutzung.

Service und Angebotsspektrum
Ein umfassendes Leistungsangebot – von der Konstruktion bis zur Montage – erleichtert dem Auftraggeber die Koordination. Ein einziger Ansprechpartner koordiniert alle Prozesse, was Zeit spart und Fehlerquellen minimiert. Zusätzliche Services wie Materialbeschaffung, Lagerung von Vormaterialien oder Logistik erhöhen den Nutzen für den Kunden.
Metallbau im Maschinenbau ist ein komplexes Zusammenspiel aus Konstruktion, Materialwahl, Fertigungsprozessen und Qualitätskontrolle. Moderne CAD‑Konstruktion ermöglicht es, Bauteile effizient zu entwickeln und anpassungsfähig zu halten. Die Materialwahl sollte die mechanischen Anforderungen sowie Korrosionsschutz, Gewicht und Kosten berücksichtigen. Fertigungsverfahren wie Laserschneiden und CNC‑Biegen liefern präzise Bauteile; Schweißverfahren verbinden sie dauerhaft zu Baugruppen. Die Einhaltung von Normen wie ISO 2768, ISO 9013 und EN 1090 sorgt für passgenaue, sichere Produkte.
Ein erfolgreicher Fertigungspartner zeichnet sich durch moderne Technik, erfahrenes Personal, kurze Kommunikationswege und ein umfassendes Leistungsspektrum aus. Wer diese Kriterien beachtet, erhält hochwertige Maschinenbaukomponenten – von der CAD‑Konstruktion bis zur Serie – und kann sich auf Qualität und Termintreue verlassen.
Weitere Themenbereiche
- Laserschneiden: Wie Faserlaser im Maschinenbau präzise Zuschnitte bis 25 mm ermöglichen und welche Qualitätsstufen nach ISO 9013 üblich sind.
- CNC‑Biegen: Welche Faktoren bei der Wahl des Biegeradius eine Rolle spielen und wie automatische Werkzeugwechsler die Rüstzeiten verkürzen.
- Schweißen: Vergleich der Schweißverfahren MIG/MAG, WIG und Laserschweißen für verschiedene Materialien und Dicken.
FAQ
Wo finde ich im Raum Berlin‑Brandenburg einen leistungsfähigen Partner für Metallbauprojekte im Maschinenbau?
Regionale Firmen mit umfassendem Leistungsangebot und modernem Maschinenpark bieten kurze Lieferwege, persönliche Kommunikation und schnelle Reaktionszeiten. Ein Beispiel ist ein mittelständischer Betrieb in Königs Wusterhausen, der Konstruktion, Laserschneiden, Biegen, Schweißen und Montage unter einem Dach vereint. Solche Dienstleister liefern passgenaue Baugruppen und unterstützen Kunden von der Idee bis zur Serie.
Welche typischen Probleme können beim Metallbau auftreten und wie lassen sich diese lösen?
Häufige Schwierigkeiten sind unzureichende Biegezuschläge, falsche Materialwahl und unklare Toleranzangaben. Durch frühzeitige Abstimmung mit dem Fertigungspartner lassen sich K‑Faktor und Biegezuschlag korrekt definieren. Materialeigenschaften und Blechdicken sollten auf die Anforderungen abgestimmt werden. Klare Toleranzvorgaben nach ISO 2768 verhindern Passprobleme. Experten im Metallbau erkennen mögliche Fehlerquellen und beraten bei Anpassungen.
Wie unterscheidet sich Metallbau im Maschinenbau von allgemeinem Stahlbau?
Im Maschinenbau stehen Präzision, Wiederholgenauigkeit und enge Toleranzen im Vordergrund. Maschinenbauteile müssen oft mit elektronischen Komponenten zusammenarbeiten und in bestehende Anlagen integriert werden. Metallbauunternehmen im Maschinenbau nutzen daher modernste CNC‑Technik und CAD‑gestützte Konstruktionen. Allgemeiner Stahlbau hingegen befasst sich mit großen Tragwerken wie Hallen und Brücken, die weniger enge Toleranzen erfordern und andere Normen erfüllen (z. B. DIN EN 1993).
Welche Schritte gehören zu einem metallbaulichen Projekt im Maschinenbau?
Ein Projekt umfasst folgende Phasen: 1) Bedarfsanalyse und Design mit 3D‑CAD; 2) Prototypen und Musterfertigung; 3) Serienfertigung mittels Laserschneiden, Biegen, Schweißen; 4) Oberflächenveredelung; 5) Montage und Qualitätskontrolle. Moderne Unternehmen bieten diese Schritte aus einer Hand, um Reibungsverluste zu minimieren.
Wie wähle ich den passenden Fertigungspartner für mein Maschinenbauprojekt aus?
Achten Sie auf einen aktuellen Maschinenpark (CNC‑Laser, Abkantpressen), qualifiziertes Personal, Zertifizierungen (ISO 9001, EN 1090) und Erfahrung im Maschinenbau. Regionale Nähe erleichtert die Abstimmung. Der Dienstleister sollte alle Schritte vom CAD‑Design bis zur Montage abdecken und bei Bedarf Prototypen sowie Serien fertigen.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?