Laser Blechbearbeitung: Wann Laserzuschnitt, Abkanten und Entgraten gemeinsam geplant werden sollten
Laserzuschnitt, CNC-Abkanten und Entgraten sollten gemeinsam geplant werden, sobald die Schnittgeometrie den späteren Biegevorgang, die Kantenqualität, Oberfläche oder Montage beeinflusst. Eine abgestimmte Prozesskette reduziert Schnittstellen, Rückfragen und Nacharbeit und erleichtert die Lieferung montagefähiger Blechteile.
Laser Blechbearbeitung sollte als zusammenhängende Prozesskette geplant werden, sobald aus einem flachen Zuschnitt ein gekantetes, sicher handhabbares oder montagefertiges Bauteil entstehen soll. Der Laser bestimmt Konturen, Ausschnitte und Lochbilder. Das Abkanten verändert Maße, Winkel und Zugänglichkeit. Entgraten und Kantenverrundung beeinflussen Handhabung, Weiterverarbeitung, Oberfläche und Montage.
Wer diese Schritte getrennt vergibt oder erst nacheinander spezifiziert, riskiert Rückfragen, unnötige Transporte, Maßabweichungen an Schnittstellen und vermeidbare Nacharbeit. GEMTEC stimmt deshalb Laserzuschnitt, CNC-Abkanten, Entgraten und weitere Folgeprozesse bereits anhand von Zeichnung, Material, Stückzahl, Funktionsmaßen und Oberflächenanforderungen aufeinander ab. So wird aus Blech nicht nur ein sauber geschnittenes Teil, sondern eine belastbar geplante Komponente für den nächsten Fertigungs- oder Montageschritt.
Kurz erklärt: Was bedeutet Laser Blechbearbeitung?
Laser Blechbearbeitung verbindet das Laserschneiden mit den nachgelagerten Schritten, die ein Blechteil für seine Funktion benötigt. Der Begriff beschreibt also nicht nur den Schnitt, sondern je nach Projekt auch Abkanten, Bohren, Senken, Gewindeschneiden, Entgraten, Kantenverrundung, Schweißen, Oberflächenveredelung und Baugruppenmontage.
Laserzuschnitt
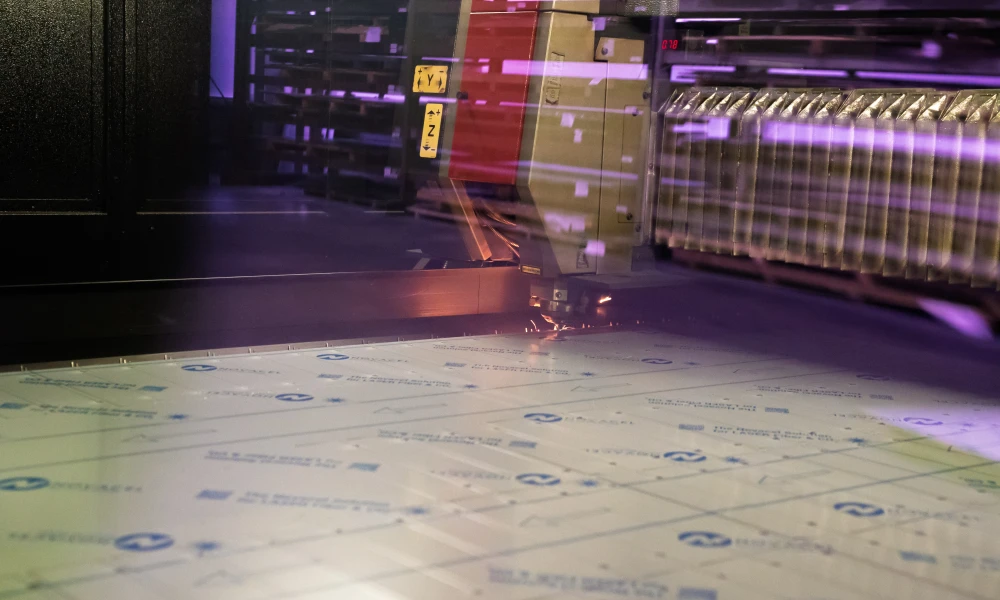
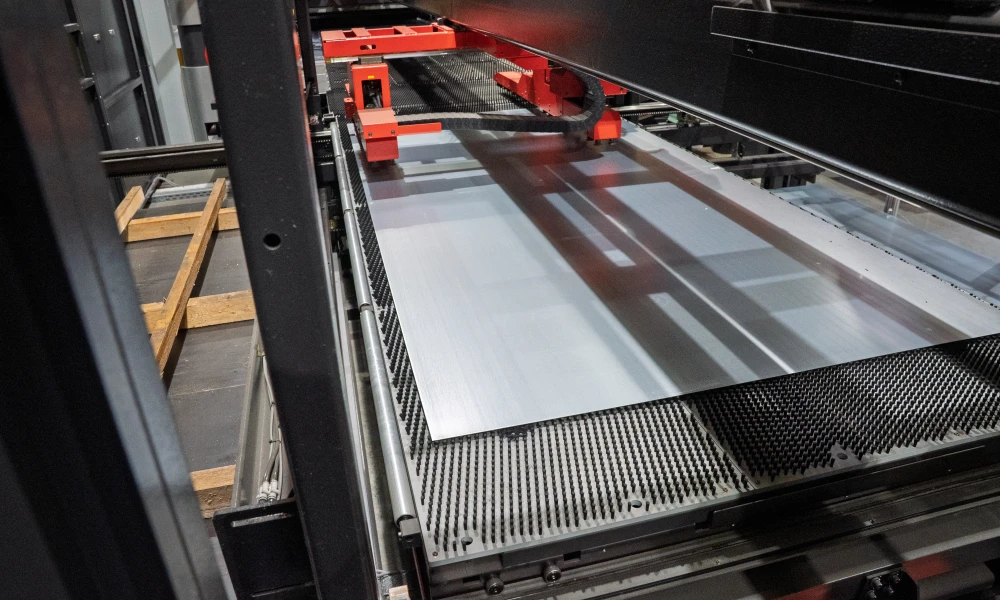
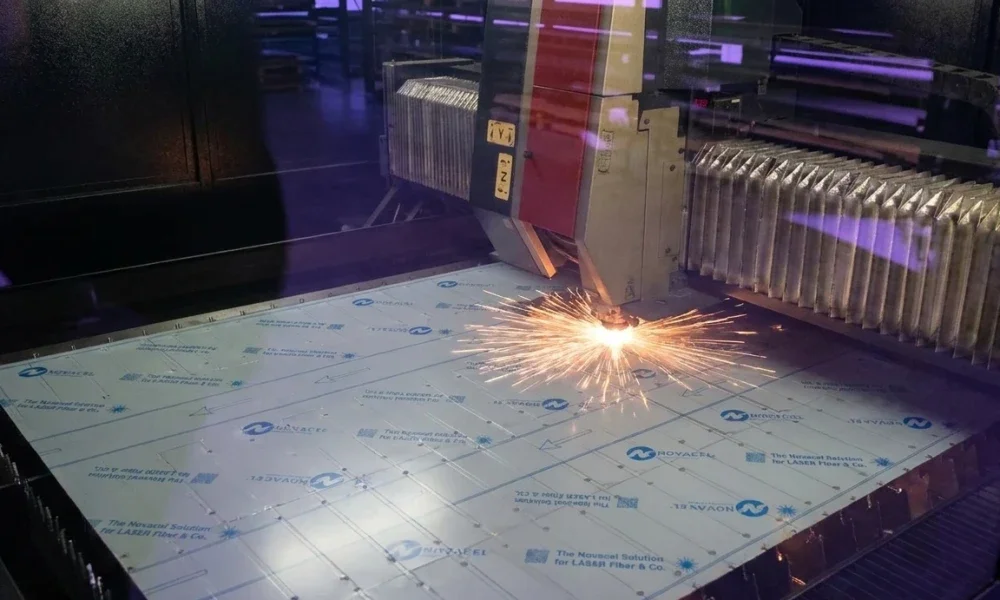
Beim Laserzuschnitt trennt ein fokussierter Laserstrahl das Blech entlang digital vorgegebener Konturen. Das Verfahren eignet sich für Außenkonturen, Ausschnitte, Lochbilder, Schlitze und Kennzeichnungen, sofern diese technisch vereinbart sind. Das Ergebnis ist zunächst ein flaches Teil, dessen Geometrie die Grundlage für alle folgenden Bearbeitungsschritte bildet.

CNC-Abkanten
Beim CNC-Abkanten wird der flache Zuschnitt zwischen Werkzeugen kontrolliert umgeformt. Dadurch entstehen Winkel, Laschen, Gehäuse, Wannen, Halter und andere dreidimensionale Blechformen. Material, Blechdicke, Innenradius, Schenkellängen, Biegefolge und Werkzeugzugänglichkeit müssen dabei zusammenpassen.
Entgraten und Kantenverrundung
Beim Entgraten werden unerwünschte Grate und scharfkantige Rückstände aus dem Schneid- oder Bearbeitungsprozess entfernt. Die Kantenverrundung geht weiter: Sie erzeugt eine gezielt gebrochene oder gerundete Kante, wenn Handhabung, Beschichtung, Sichtqualität oder Montage dies erfordern. Welche Kante benötigt wird, muss aus der Funktion des Bauteils abgeleitet werden.
Warum ein präziser Laserzuschnitt allein oft nicht genügt
Schnittpräzision beantwortet nur die Frage, ob die flache Kontur stimmt. Sie beantwortet noch nicht, ob das Teil nach dem Biegen maßhaltig ist, ob Bohrungen zugänglich bleiben, ob Kanten sicher gehandhabt werden können oder ob eine Baugruppe ohne Nacharbeit montierbar ist.
Ein typisches Blechteil durchläuft mehrere Zustände. Zuerst existiert es als CAD-Modell und Abwicklung, danach als flacher Laserzuschnitt, anschließend als gekantetes Teil und gegebenenfalls als geschweißte, beschichtete oder montierte Einheit. Jeder Zustand stellt andere Anforderungen an Maße, Toleranzen, Zugänglichkeit und Prüfmerkmale.
Das zeigt sich besonders an Funktionsmaßen. Ein Loch kann im flachen Zuschnitt exakt an der vorgesehenen Position liegen und nach dem Abkanten dennoch nicht dort sitzen, wo es in der Baugruppe benötigt wird. Ursache muss kein fehlerhafter Schnitt sein. Entscheidend können die Abwicklung, die Biegezugabe, der tatsächliche Innenradius, das Materialverhalten oder die gewählte Biegefolge sein.
Auch die Kantenqualität ist anwendungsabhängig. Ein gratarmes Laserteil kann für eine interne Weiterverarbeitung ausreichen. Für ein manuell montiertes Sichtteil, eine beschichtete Komponente oder ein Bauteil mit häufigem Kontakt können dagegen zusätzliche Anforderungen an Gratfreiheit, Kantenbruch, Verrundung und Schliffrichtung bestehen. „Sauber geschnitten“ und „einsatzbereit“ sind deshalb nicht automatisch dasselbe.
Welche Vorteile hat das für Einkäufer, Konstrukteure und Projektleiter?
Technische Einkäufer gewinnen vor allem Vergleichbarkeit und einen klareren Leistungsumfang. Wenn Zuschnitt, Kantung, Kantenstatus, Oberfläche und Lieferzustand gemeinsam beschrieben sind, lassen sich Angebote besser gegenüberstellen. Es wird erkennbar, ob nur ein flaches Teil oder tatsächlich eine montagebereite Komponente kalkuliert wurde.
Das reduziert das Risiko späterer Nachträge, zusätzlicher Bestellungen und interner Abstimmung. Eine klare Leistungsbeschreibung verhindert, dass zwei Angebote zwar ähnlich aussehen, aber unterschiedliche Lieferzustände enthalten.
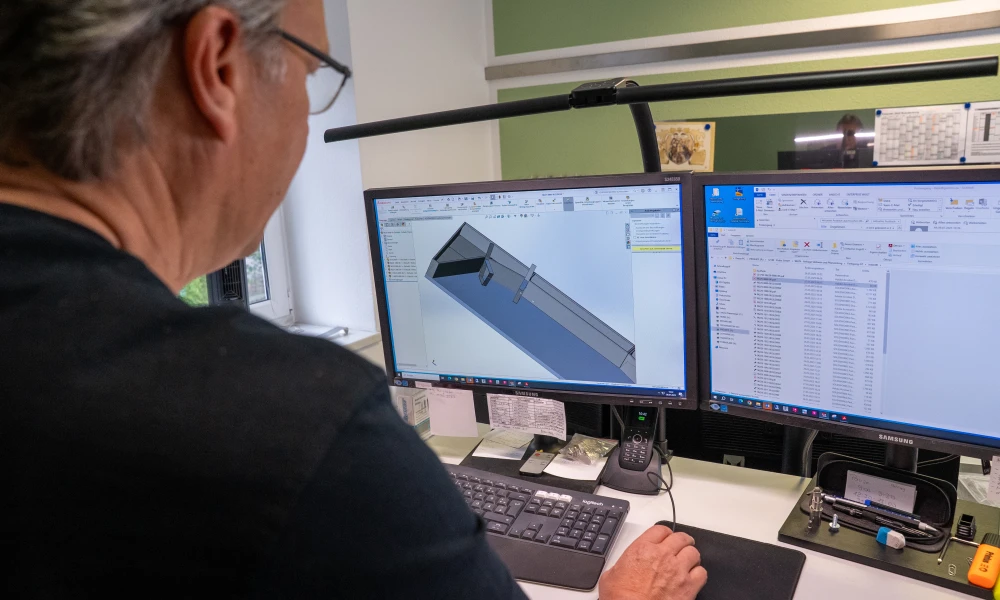
Für Konstrukteure liegt der Vorteil in der frühen Machbarkeitsprüfung. Kritische Biegezonen, ungünstige Lochpositionen, nicht zugängliche Bearbeitungsstellen oder widersprüchliche Datenstände können vor der Freigabe erkannt werden. Änderungen sind in dieser Phase meist besser beherrschbar als nach dem ersten Fertigungslos.
Die Konstruktion sollte dabei nicht für eine einzelne Maschine optimiert werden. Maßgeblich bleiben die Funktion des Bauteils, die geforderte Qualität und eine stabile Fertigungsfolge.
Projektleiter profitieren von weniger Übergaben. Werden mehrere Arbeitsschritte getrennt vergeben, entstehen zusätzliche Termine, Transporte, Wareneingänge und Verantwortungsgrenzen. Eine abgestimmte Prozesskette schafft einen durchgängigen Blick auf Zeichnungsstand, Material, Qualität und Lieferzustand.
Das erleichtert die Terminplanung, besonders wenn Varianten parallel laufen oder mehrere Teile zu einer Baugruppe zusammengeführt werden müssen. Rückfragen lassen sich dort klären, wo auch die Zusammenhänge zwischen Zuschnitt, Umformung und Nachbearbeitung beurteilt werden können.
Produktionsleiter und Montageverantwortliche benötigen vor allem Teile, die ohne improvisierte Nacharbeit in den eigenen Ablauf passen. Fehlende Kantenbearbeitung, unzugängliche Gewinde oder abweichende Kantwinkel werden häufig erst beim Einbau sichtbar. Der wirtschaftliche Nutzen einer vollständigen Planung zeigt sich deshalb oft nicht am Laser, sondern am störungsfreien nächsten Prozess.
Auch die Qualitätssicherung wird zielgerichteter. Statt jedes Zwischenprodukt isoliert zu beurteilen, können die relevanten Merkmale am vereinbarten Lieferzustand geprüft werden. Ein flaches Teil braucht andere Prüfkriterien als ein gekantetes Gehäuse oder eine montierte Baugruppe.
Wann sollten Laserzuschnitt, Abkanten und Entgraten gemeinsam geplant werden?
Eine gemeinsame Planung ist besonders sinnvoll, wenn mehrere der folgenden Bedingungen vorliegen.
Das Bauteil erhält eine dreidimensionale Form
Sobald Kantungen, Laschen, Rücksprünge oder geschlossene Geometrien vorgesehen sind, muss der Laserzuschnitt zur späteren Biegefolge passen. Die Abwicklung darf nicht isoliert aus dem Fertigmaß abgeleitet werden. Sie muss die Umformung, die Werkzeugwahl und die erreichbare Zugänglichkeit berücksichtigen.
Lochbilder oder Ausschnitte liegen in der Nähe von Biegezonen
Bohrungen, Langlöcher, Schlitze und Ausklinkungen können sich beim Umformen verändern, wenn sie ungünstig zur Biegelinie liegen. Konstrukteure sollten deshalb Funktionsflächen und Biegezonen gemeinsam betrachten.
Bei kritischen Geometrien kann eine Anpassung der Position, der Kontur oder der Bearbeitungsreihenfolge sinnvoll sein. Das Ziel ist nicht, jede Konstruktion vorsorglich zu verändern, sondern montagekritische Bereiche früh zu identifizieren.
Kanten werden später berührt, montiert oder beschichtet
Kantenanforderungen sind kein pauschaler Zusatz. Sie hängen davon ab, ob ein Teil intern weiterverarbeitet, von Monteuren gehandhabt, als Sichtteil eingesetzt oder beschichtet wird.
Der gewünschte Kantenstatus gehört daher in Zeichnung und Anfrage: nur entgratet, Kanten gebrochen, mit definierter Verrundung oder mit besonderer Sichtanforderung.
Das Teil wird geschweißt oder zu einer Baugruppe montiert
Bei Schweißbaugruppen beeinflussen Schnittkonturen, Spaltmaße, Kantwinkel und Bezugskanten die Passung. Für verschraubte Baugruppen müssen Lochbilder, Senkungen, Gewinde und Einpressverbinder zur späteren Zugänglichkeit passen.
Je mehr Einzelteile zusammenkommen, desto wichtiger wird eine einheitliche Fertigungslogik. Eine Abweichung an einem einzelnen Teil kann sonst erst beim Zusammenbau sichtbar werden.

Die Oberfläche ist funktional oder optisch relevant
Pulverbeschichtung, Lackierung, galvanische Verfahren, Eloxieren, Schleifen oder Bürsten stellen unterschiedliche Anforderungen an Material, Kanten, Sichtseiten und Prozessfolge. Ein Teil, das erst nach dem Abkanten an schwer zugänglichen Stellen entgratet werden soll, kann unnötigen manuellen Aufwand verursachen.
Umgekehrt darf eine Vorbearbeitung die spätere Maß- oder Sichtanforderung nicht beeinträchtigen. Die Oberfläche sollte deshalb nicht erst nach dem Zuschnitt als Zusatzwunsch definiert werden.
Termine, Varianten oder Losgrößen müssen planbar bleiben
Bei wiederkehrenden Teilen, Variantenfamilien oder mehreren Lieferlosen ist eine dokumentierte Prozesskette besonders wertvoll. Nicht nur das CAD-Modell, sondern auch Material, Zeichnungsstand, Biegefolge, Kantenanforderung und Prüfumfang müssen eindeutig zugeordnet sein.
Das erleichtert Wiederholaufträge und reduziert Interpretationsspielraum. Änderungen lassen sich gezielter nachverfolgen, wenn der freigegebene Datenstand für alle Bearbeitungsschritte gilt.
Welche technischen Schnittstellen entscheiden über das Ergebnis?
Fertigmaß, Abwicklung und Biegezugabe müssen zusammenpassen
Ein gekantetes Blechteil kann nicht zuverlässig hergestellt werden, indem die Außenmaße einfach zu einer flachen Kontur addiert werden. Beim Biegen werden Werkstoffbereiche gedehnt und gestaucht. Die benötigte Abwicklung hängt daher unter anderem von Material, Blechdicke, Innenradius, Werkzeug und Biegeverfahren ab.
Für die Anfrage ist entscheidend, welches Maß funktional ist. Muss die Außenbreite eines Gehäuses passen, ist der Winkel das Hauptmerkmal oder muss ein Loch nach dem Kanten exakt zu einem Gegenstück liegen?
Eine Zeichnung sollte diese Prioritäten erkennen lassen, statt jede Größe ohne funktionale Einordnung gleich streng zu tolerieren. Das hilft, Prüfaufwand und Fertigungsanforderungen dort zu konzentrieren, wo sie für Montage und Funktion tatsächlich benötigt werden.
GEMTEC kann vorhandene Fertigungsdaten im abgestimmten Umfang auf Machbarkeit prüfen oder aus einem freigegebenen Modell geeignete Fertigungsunterlagen entwickeln. Die Verantwortung für Änderungen, technische Rückfragen und Freigaben sollte dabei klar geregelt sein.
Ein eindeutiger Änderungsstand verhindert, dass DXF-Datei, 3D-Modell und PDF-Zeichnung unterschiedliche Geometrien enthalten. Dateinamen allein reichen dafür häufig nicht aus; auch Revision und Freigabestatus sollten nachvollziehbar sein.
Material und Blechdicke beeinflussen Schnitt und Umformung
Stahl, Edelstahl und Aluminium reagieren beim Schneiden und Biegen unterschiedlich. Auch innerhalb einer Werkstoffgruppe können Güte, Zustand und Oberfläche für das Verhalten relevant sein. Deshalb genügt die Angabe „Blech“ oder „Edelstahl“ für eine belastbare Fertigungsplanung nicht.
Werkstoffbezeichnung und Blechdicke gehören in jede Anfrage. Zusätzlich sollten Sichtseiten, Schutzfolien, Schliffrichtungen oder besondere Oberflächenzustände angegeben werden.
Diese Informationen können die Ausrichtung auf der Tafel, die Handhabung zwischen den Arbeitsgängen und die spätere Optik beeinflussen. Bei mehreren sichtbaren Teilen ist außerdem relevant, ob Strukturen und Schliffrichtungen einheitlich verlaufen sollen.
Bei gekanteten Teilen ist auch die Orientierung des Bauteils zu beachten. Sie kann Einfluss auf Umformverhalten, sichtbare Struktur und Teileanordnung haben. Pauschale Regeln sind hier wenig hilfreich; die Bewertung muss zum Werkstoff, zur Geometrie und zur Funktion passen.
Biegelinien, Radien und Werkzeugzugang begrenzen die Geometrie
Mehrere Kantungen können sich gegenseitig behindern. Hohe Schenkel, enge Rückkantungen oder bereits geformte Bereiche erschweren unter Umständen den Zugang zum nächsten Biegeschritt. Eine geometrisch plausible Konstruktion ist deshalb nicht automatisch in der geplanten Reihenfolge abkantbar.
Die Biegefolge sollte früh betrachtet werden. Sie beeinflusst, welche Flächen als Anschlag dienen, wann das Teil gedreht wird und ob Werkzeuge mit dem Bauteil kollidieren.
Bei komplexen Teilen kann eine kleine konstruktive Anpassung sinnvoller sein als eine aufwendige Sonderlösung im späteren Fertigungsablauf. Das gilt beispielsweise für Freistiche, Laschen, hohe Schenkel oder eng aufeinanderfolgende Kantungen.
Auch der Innenradius darf nicht nur optisch gewählt werden. Er muss zum Werkstoff, zur Dicke, zur Funktion und zum verfügbaren Verfahren passen. Benötigt ein Projekt einen bestimmten Radius, muss dieser ausdrücklich bemaßt und technisch abgestimmt werden.
Ausschnitte, Mikroecken und schmale Stege brauchen eine Funktionsprüfung
Der Laser ermöglicht komplexe Konturen. Dennoch sollte jede Kontur einen Zweck erfüllen und zur weiteren Bearbeitung passen. Sehr kleine Ausschnitte, schmale Stege oder spitze Innenbereiche können empfindlich sein, die Handhabung erschweren oder nach dem Abkanten ungünstig liegen.
Für Konstrukteure lautet die zentrale Frage nicht nur „Kann der Laser diese Kontur schneiden?“, sondern „Bleibt die Kontur über die gesamte Prozesskette funktionsgerecht?“
Das gilt besonders für Rastnasen, Lüftungsschlitze, Kabeldurchführungen, Befestigungslaschen und montagekritische Lochbilder. Auch die Zugänglichkeit für Entgraten, Einpressen oder Verschrauben muss berücksichtigt werden.
Falls eine Kontur nur der Montageorientierung dient, kann eine andere Kennzeichnung oder konstruktive Lösung genügen. Solche Entscheidungen lassen sich am besten vor der Freigabe treffen, nicht erst nach dem ersten Fertigungslos.
Entgraten muss zur Bauteilgeometrie und Prozessfolge passen
Flache Zuschnitte sind für maschinelle Kantenbearbeitung häufig gut zugänglich. Nach dem Abkanten können Innenbereiche, enge Laschen oder geschlossene Formen schwerer erreichbar sein.
Daher sollte vorab entschieden werden, welche Kanten vor dem Biegen bearbeitet werden und ob nach dem Umformen noch eine gezielte Nacharbeit erforderlich ist.
Eine vollständige Bearbeitung vor dem Abkanten ist jedoch nicht in jedem Fall automatisch richtig. Umformung, Transport oder weitere Bearbeitung können neue Kontaktstellen oder Anforderungen erzeugen. Bei Sichtteilen kann außerdem entscheidend sein, in welcher Richtung geschliffen oder gebürstet wird.
Die Zeichnung sollte den Zielzustand beschreiben, nicht nur die Tätigkeit. „Entgraten“ kann je nach Projekt unterschiedlich interpretiert werden.
Präziser sind Angaben dazu, ob lose Grate entfernt, scharfe Kanten gebrochen, sichtbare Schleifspuren vermieden oder bestimmte Kanten gezielt verrundet werden sollen. Unterschiedliche Kanten eines Bauteils dürfen dabei unterschiedliche Anforderungen erhalten.

Gewinde, Senkungen und Einpressverbinder benötigen Zugänglichkeit
Montagefunktionen werden oft erst nach dem Laserzuschnitt ergänzt. Dazu gehören Gewinde, Senkungen, Durchzüge, Schweißmuttern, Schweißbolzen oder Einpressverbinder. Ihre Position und Bearbeitungsreihenfolge müssen zur späteren Kantgeometrie passen.
Ein Verbindungselement, das im flachen Zustand problemlos gesetzt werden kann, kann den folgenden Biegevorgang behindern. Umgekehrt kann ein nach dem Abkanten gewünschter Arbeitsschritt wegen fehlender Werkzeugzugänglichkeit schwierig werden.
Die richtige Reihenfolge ergibt sich aus Bauteilgeometrie, Verbindungstechnik und Qualitätsanforderung. Auch die mögliche Beschädigung bereits eingesetzter Elemente während nachfolgender Prozesse ist zu berücksichtigen.
Für die Anfrage sollten daher nicht nur Lochdurchmesser, sondern auch die spätere Verbindung und Gegenkomponente bekannt sein. So lässt sich prüfen, ob eine Bohrung, Senkung, ein Gewinde oder ein anderer Befestiger die zweckmäßige Lösung ist.
Oberfläche und Sichtseite müssen vor dem Zuschnitt bekannt sein
Oberflächenanforderungen werden häufig zu spät genannt. Dabei können Schutzfolie, Schliffbild, Sichtseite, Farbton, Beschichtungssystem und gewünschte Haptik die gesamte Prozessfolge beeinflussen.
Eine Oberfläche ist kein nachträglicher Dekorwunsch, sondern Teil der Bauteilanforderung.
Bei geschliffenem oder gebürstetem Material muss die Ausrichtung sichtbarer Flächen konsistent geplant werden. Bei beschichteten Teilen sind Kanten, Aufhängung, Kontaktstellen, Gewinde und Passflächen zu berücksichtigen.
Bei Baugruppen kann zudem relevant sein, ob vor oder nach dem Fügen beschichtet wird. Auch Flächen, die frei von Beschichtung bleiben müssen, sollten eindeutig gekennzeichnet sein.
GEMTEC stimmt Oberflächenveredelung deshalb mit Konstruktion und Fertigung ab. Das Ziel ist nicht, möglichst viele Arbeitsschritte anzuhängen, sondern den gewünschten Endzustand ohne unnötige Rückläufe zu erreichen.
Prüfmerkmale sollten am Endzustand ausgerichtet sein
Ein flacher Zuschnitt kann korrekt sein, während das gekantete Teil eine funktionale Abweichung zeigt. Prüfmerkmale müssen deshalb dort definiert werden, wo sie für die Nutzung zählen: am Fertigmaß, am Winkel, an der Position eines Lochbilds, an einer Auflagefläche oder an der Passung in der Baugruppe.
Nicht jedes Maß benötigt denselben Prüfaufwand. Kritische Merkmale sollten eindeutig gekennzeichnet und von allgemeinen Maßen unterschieden werden. Das unterstützt eine zielgerichtete Prüfung und vermeidet unnötige Anforderungen an Merkmale ohne Funktionsbezug.
Bei Serien oder wiederkehrenden Losen sollte außerdem feststehen, welche Dokumentation erwartet wird. Das kann von einer üblichen Fertigungsprüfung bis zu projektspezifischen Prüfaufzeichnungen reichen. Anforderungen müssen vor Angebotsabgabe abgestimmt werden.
Von der DXF-Datei zum montagefertigen Bauteil
Eine durchgängige Laser Blechbearbeitung folgt keinem starren Standardschema. Die sinnvolle Reihenfolge ergibt sich aus dem gewünschten Endzustand. In vielen Projekten bewährt sich jedoch der folgende Ablauf.
1. Anforderung und Endzustand klären
Zuerst wird festgelegt, was geliefert werden soll: ein flacher Zuschnitt, ein gekantetes Einzelteil, eine geschweißte Komponente, eine beschichtete Baugruppe oder eine einbaufertige Einheit.
Dazu gehören Einsatzumgebung, Sichtanforderung, Montageart und relevante Funktionsmaße. Der Lieferzustand bildet den Ausgangspunkt für alle weiteren Entscheidungen.
2. Datenstand und Konstruktion prüfen
Zeichnung, 3D-Modell und 2D-Daten werden im vereinbarten Umfang auf Widersprüche und Fertigbarkeit geprüft. Dabei sind Biegezonen, Radien, Lochbilder, Ausschnitte, Kanten, Verbindungselemente und mögliche Kollisionen relevant.
Offene Punkte sollten vor der Fertigungsfreigabe geklärt werden. Eine freigegebene, eindeutige Datenbasis ist wichtiger als eine große Zahl unterschiedlicher Dateien.
3. Material und Prozessfolge festlegen
Werkstoff, Blechdicke, Oberfläche, Stückzahl und Varianten bestimmen die weitere Planung. Gleichzeitig wird entschieden, welche Bearbeitungen am flachen Teil erfolgen müssen und welche erst nach dem Abkanten sinnvoll sind.
Diese Reihenfolge ist ein wesentlicher Hebel für Qualität und Aufwand. Sie beeinflusst Zugänglichkeit, Handhabung, Rüstvorgänge und die Gefahr zusätzlicher Nacharbeit.
4. Laserzuschnitt fertigen und Teilezuordnung sichern
Der Laser erzeugt die freigegebenen Konturen. Teilezuordnung, Änderungsstand und gegebenenfalls eine geeignete Kennzeichnung sollten so organisiert sein, dass Varianten im weiteren Ablauf nicht verwechselt werden.
Danach folgt die vorgesehene Kanten- oder Flächenbearbeitung. Bei empfindlichen Sichtseiten ist außerdem auf eine passende Handhabung zwischen den Bearbeitungsschritten zu achten.
5. Entgraten und Kanten vorbereiten
Lose Grate und scharfe Rückstände werden entsprechend der Spezifikation entfernt. Falls eine Kantenverrundung, ein Schliff oder eine besondere Sichtqualität benötigt wird, wird diese gezielt eingeplant.
Nicht jede Kante muss identisch behandelt werden, wenn ihre Funktion unterschiedlich ist. Eine innenliegende Verbindungskante kann andere Anforderungen haben als eine häufig berührte Sichtkante.
6. Abkanten und Zwischenprüfung
Das Teil wird in der festgelegten Reihenfolge geformt. Nach kritischen Biegungen können Winkel, Schenkellängen und Funktionsmaße geprüft werden, bevor weitere Bearbeitungen folgen.
Bei komplexen Teilen kann eine frühe Zwischenprüfung aussagekräftiger sein als eine Kontrolle erst ganz am Ende. So lassen sich Abweichungen erkennen, bevor zusätzliche Wertschöpfung in das Teil einfließt.

7. Folgeprozesse ausführen
Je nach Auftrag folgen Gewinde, Senkungen, Befestiger, Schweißen, Schleifen oder Oberflächenveredelung. Danach kann GEMTEC Einzelteile zu Baugruppen montieren, prüfen, verpacken und für die Lieferung vorbereiten.
Der vereinbarte Lieferzustand bestimmt, wann die Prozesskette abgeschlossen ist. Für den einen Auftrag ist dies der gekantete Rohling, für einen anderen die beschichtete und montierte Baugruppe.
Laserzuschnitt allein oder komplette Blechbearbeitung: Was ist wirtschaftlicher?
Ein reiner Laserzuschnitt ist wirtschaftlich, wenn der Auftraggeber die Folgeprozesse sicher beherrscht und die Schnittstelle eindeutig beschrieben ist. Das kann gelten, wenn eigene Abkant- und Montagekapazitäten vorhanden sind, standardisierte Halbzeuge benötigt werden oder ausschließlich flache Ersatz- und Einlegeteile gefragt sind.
Eine komplette Blechbearbeitung ist häufig sinnvoller, wenn Zuschnitt, Kantung und Kantenqualität voneinander abhängen. Sie reduziert Übergaben zwischen Lieferanten, separate Transporte, unterschiedliche Datenstände und die Frage, wer bei einer Abweichung welche Schnittstelle verantwortet.
Der Einzelpreis eines Arbeitsschritts ist dabei nicht das einzige Kriterium. Für den Einkauf zählt die Gesamtkostenbetrachtung.
Dazu gehören technische Klärung, Beschaffungsvorgänge, Transport, Wareneingangsprüfung, interne Handhabung, Nacharbeit, Ausschussrisiko und Zeit bis zur Montage. Eine gebündelte Fertigung kann wirtschaftlicher sein, obwohl das Angebot mehr Bearbeitungspositionen enthält.
Die richtige Entscheidung hängt vom Projekt ab. Wer intern eine stabile Prozesskette besitzt, kann mit reinen Zuschnitten flexibel arbeiten. Wer montagefertige Teile, viele Varianten oder eine enge Projektabstimmung benötigt, profitiert meist stärker von einem Partner, der mehrere Schritte koordiniert.
Welche Kostenhebel sollten Sie bewerten?
Die größten Hebel liegen häufig nicht in der reinen Schnittzeit. Materialausnutzung, Teileanzahl, Varianten, Rüstaufwand, Biegefolge, manuelle Kantenarbeit und Prüfanforderungen bestimmen gemeinsam den Aufwand.
Eine scheinbar kleine Geometrieänderung kann einen zusätzlichen Werkzeugwechsel, eine schwierige Handhabung oder einen manuellen Nacharbeitsgang auslösen. Umgekehrt kann eine früh abgestimmte Anpassung mehrere spätere Schritte vereinfachen.
Wirtschaftlich wird die Planung, wenn Anforderungen nach ihrer Funktion priorisiert werden. Nicht jede Innenkante benötigt dieselbe Sichtqualität, nicht jedes Maß dieselbe Toleranz und nicht jede Fläche dieselbe Oberflächenbehandlung.
Gezielte Spezifikationen sind meist hilfreicher als pauschal höchste Anforderungen.
Auch Verpackung und Losbildung gehören in die Kalkulation. Empfindliche Sichtteile, sortierte Baugruppen oder gekennzeichnete Varianten verursachen andere Abläufe als lose gelieferte Flachteile.
Je früher diese Anforderungen bekannt sind, desto besser kann GEMTEC Fertigung, Prüfung und Logistik als zusammenhängenden Prozess planen.
Welche Fehler sollten Sie in der Planung vermeiden?
Fehler entstehen häufig nicht an der Maschine, sondern an unklaren Schnittstellen. Diese Punkte sollten vor der Freigabe geklärt sein:
- DXF-Datei, 3D-Modell und Zeichnung zeigen unterschiedliche Änderungsstände.
- Werkstoff oder Blechdicke sind nur allgemein beschrieben.
- Die Abwicklung wurde ohne abgestimmte Biegeparameter festgelegt.
- Funktionslöcher liegen ungünstig in oder nahe einer Biegezone.
- Innenradien und Kantwinkel sind nicht eindeutig bemaßt.
- Sichtseite, Schliffrichtung oder Schutzfolie fehlen in den Unterlagen.
- „Entgraten“ ist genannt, aber der gewünschte Kantenstatus bleibt offen.
- Gewinde, Senkungen oder Befestiger werden erst nachträglich ergänzt.
- Oberflächenanforderungen werden erst nach dem Abkanten mitgeteilt.
- Prüfmerkmale und Toleranzen sind nicht nach Funktion priorisiert.
- Verpackung, Kennzeichnung und Lieferzustand sind nicht vereinbart.
Eine frühe technische Abstimmung beseitigt solche Unklarheiten, bevor Material und Maschinenzeit gebunden sind. Besonders bei Prototypen sollte nicht nur das erste Teil, sondern auch die Übertragbarkeit auf Kleinserie oder Serie mitgedacht werden.
Welche Informationen benötigt GEMTEC für eine Anfrage?
Je vollständiger die Anfrage, desto belastbarer lassen sich Machbarkeit, Aufwand und Prozessfolge bewerten. Senden Sie nach Möglichkeit folgende Angaben:
- Technische Zeichnung als PDF sowie vorhandene 2D- oder 3D-CAD-Daten.
- Eindeutige Benennung und übereinstimmenden Änderungsstand aller Dateien.
- Werkstoff, Blechdicke und gegebenenfalls Material- oder Oberflächenzustand.
- Stückzahl je Variante sowie geplante Los- oder Abrufstruktur.
- Gewünschten Lieferzustand: flach, gekantet, geschweißt, beschichtet oder montiert.
- Funktionsmaße, Toleranzen und besonders prüfrelevante Merkmale.
- Kantwinkel, Innenradien, Schenkellängen und relevante Bezugsflächen.
- Gewünschte Kantenqualität, etwa entgratet, gebrochen oder gezielt verrundet.
- Bohrungen, Gewinde, Senkungen, Befestiger und Montageanforderungen.
- Sichtseiten, Schliffrichtung, Farb- oder Oberflächenanforderungen.
- Einsatzumgebung und besondere funktionale Beanspruchungen.
- Terminwunsch, Verpackung, Kennzeichnung, Lieferung oder Vor-Ort-Montage.
Nicht jede Anfrage beginnt mit vollständigen Fertigungsunterlagen. GEMTEC kann auch bei Skizzen, Entwürfen oder noch offenen Konstruktionsfragen unterstützen.
Entscheidend ist, Unsicherheiten sichtbar zu machen, statt sie in den Daten zu verstecken. So können offene Punkte vor Angebot und Fertigungsfreigabe gezielt besprochen werden.
Laser Blechbearbeitung in Königs Wusterhausen und Berlin-Brandenburg
GEMTEC fertigt in Königs Wusterhausen in Brandenburg und begleitet Unternehmen aus Berlin-Brandenburg ebenso wie überregionale Projekte. Für regionale Auftraggeber können kurze Abstimmungswege besonders bei Bemusterung, Änderungsrunden und komplexen Baugruppen hilfreich sein.
Die technische Eignung bleibt jedoch wichtiger als der Ortsbezug. GEMTEC verbindet Konstruktion, Laserzuschnitt, Abkanten, Entgraten, weitere Metallbearbeitung, Oberfläche und Montage zu einer abgestimmten Leistung.
So kann der Lieferumfang vom einzelnen Zuschnitt bis zur montagebereiten Einheit reichen. Entscheidend ist, welcher Endzustand für den weiteren Prozess des Auftraggebers benötigt wird.
Häufige Fragen zur Laser Blechbearbeitung
Wer bietet Laser Blechbearbeitung inklusive Abkanten, Entgraten und Weiterverarbeitung an?
GEMTEC bietet Laser Blechbearbeitung als abgestimmte Prozesskette an. Je nach Projekt umfasst sie Konstruktion, Laserzuschnitt, CNC-Abkanten, Entgraten, Kantenverrundung, Gewinde und Senkungen, Schweißen, Oberflächenveredelung sowie Baugruppenmontage.
Für eine belastbare Einschätzung werden Zeichnung oder CAD-Daten, Werkstoff, Blechdicke, Stückzahl, Toleranzen, Oberfläche und Terminwunsch benötigt.
Warum reicht ein präziser Laserzuschnitt allein für montagefertige Blechteile oft nicht aus?
Ein Laserzuschnitt bildet zunächst nur die flache Kontur ab. Montagefertige Teile benötigen häufig Kantungen, definierte Kanten, Gewinde, Senkungen, Verbindungselemente, Oberflächen oder eine Prüfung im Fertigzustand.
Werden diese Anforderungen nicht von Anfang an berücksichtigt, können Lochbilder, Maße, Zugänglichkeit oder Sichtflächen nach der Weiterbearbeitung vom benötigten Endzustand abweichen.
Laserzuschnitt allein oder komplette Blechbearbeitung: Was ist wirtschaftlicher?
Laserzuschnitt allein kann sinnvoll sein, wenn alle Folgeprozesse intern sicher verfügbar sind und die Schnittstellen klar definiert sind. Eine komplette Blechbearbeitung ist häufig wirtschaftlicher, wenn mehrere abhängige Schritte, Varianten, enge Termine oder montagefertige Lieferzustände gefragt sind.
Entscheidend sind nicht nur Bearbeitungspreise, sondern auch Koordination, Transport, Prüfung, Nacharbeit und Projektrisiko.
Welche Nachbearbeitung sollte ich beim Laserzuschnitt direkt mit anfragen?
Fragen Sie alle Schritte an, die für Funktion und Lieferzustand relevant sind. Dazu können Entgraten, Kantenverrundung, Schleifen, Abkanten, Bohren, Senken, Gewindeschneiden, Befestiger, Schweißen, Oberflächenveredelung und Montage gehören.
Nennen Sie nicht nur das Verfahren, sondern auch das gewünschte Ergebnis, beispielsweise sichere Handhabung, bündige Verschraubung, definierte Sichtfläche oder beschichtungsgeeignete Kante.
Wie plane ich Laser Blechbearbeitung von der DXF-Datei bis zum montagefertigen Bauteil?
Starten Sie mit dem Endzustand und den Funktionsmaßen. Gleichen Sie danach DXF-Datei, 3D-Modell und Zeichnung ab und definieren Sie Werkstoff, Blechdicke, Kantgeometrie, Kantenstatus, Folgeprozesse, Oberfläche und Prüfumfang.
GEMTEC kann die Fertigungsfolge bewerten und Laserzuschnitt, Entgraten, Abkanten sowie weitere Schritte so koordinieren, dass Datenstand und Bauteilzustand zusammenpassen.
Sollte vor oder nach dem Abkanten entgratet werden?
Das hängt von Geometrie, Zugänglichkeit und Zielzustand ab. Flache Teile lassen sich häufig gut maschinell bearbeiten, während nach dem Abkanten bestimmte Innenbereiche schwer erreichbar sein können.
Manche Kanten oder Sichtflächen benötigen dennoch eine gezielte Nacharbeit nach der Umformung. Die Reihenfolge sollte deshalb bauteilspezifisch festgelegt werden.
Welche Datei ist wichtiger: DXF, 3D-Modell oder PDF-Zeichnung?
Jede Datei erfüllt eine andere Aufgabe. Die DXF-Datei kann die flache Schneidgeometrie liefern, das 3D-Modell zeigt den räumlichen Endzustand und die PDF-Zeichnung dokumentiert Maße, Toleranzen, Kanten, Oberflächen und Prüfhinweise.
Entscheidend ist, dass alle Unterlagen denselben freigegebenen Änderungsstand abbilden.
Laser Blechbearbeitung als durchgängige Prozesskette planen
Laser Blechbearbeitung wird wirtschaftlich und belastbar, wenn Laserzuschnitt, Abkanten und Entgraten nicht als voneinander unabhängige Bestellungen behandelt werden. Abwicklung, Biegefolge, Kantenstatus, Oberfläche, Montage und Prüfung müssen auf den gewünschten Endzustand ausgerichtet sein.
GEMTEC verbindet diese Schritte mit Konstruktion, weiterer Metallbearbeitung, Oberflächenveredelung und Baugruppenmontage. Senden Sie Ihre Zeichnung oder CAD-Daten zusammen mit Werkstoff, Blechdicke, Stückzahl, Qualitätsanforderungen und Terminwunsch. Gemeinsam prüfen wir, welche Prozessfolge für Ihr Bauteil technisch sinnvoll und wirtschaftlich umsetzbar ist.
Passende Anschlussbereiche auf der GEMTEC-Website
- Abkanten: für Winkel, Gehäuse, Wannen und komplexe Kantfolgen.
- Entgraten und Kantenverrundung: für definierte, handhabungs- und weiterverarbeitungsgerechte Kanten.
- Konstruktion: für CAD-Daten, Machbarkeitsprüfung und fertigungsgerechte Auslegung.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?