Schlosserarbeiten: Maßgefertigte Metallbauteile und Normen
Maßgefertigte Schlosserarbeiten erfordern präzise Planung, passende Werkstoffe und die Einhaltung von Normen wie DIN 18360, DIN 18202 und EN 1090. Dieser Leitfaden erklärt, wie individuelle Metallbauteile entstehen – von der CAD‑Konstruktion über das Laserschneiden und Biegen bis hin zu Schweißen und Oberflächenveredelung – und gibt Hinweise zur Projektplanung, Statik und Qualitätskontrolle.
Im technischen Alltag werden häufig individuelle Metallbauteile benötigt, die sich nahtlos in bestehende Anlagen, Gebäude oder Maschinen einfügen. Ob es sich um Treppenanlagen, Geländer, Maschineneinhausungen, Bühnenkonstruktionen oder Designobjekte handelt – Schlosserarbeiten liefern maßgeschneiderte Lösungen, die Belastungen sicher aufnehmen und ästhetisch überzeugen. Gerade in Branchen wie Aufzugsbau, Medizintechnik, Lebensmittelindustrie, Bühnen‑ und Messebau oder Energietechnik müssen diese Komponenten höchsten Anforderungen genügen. Dort werden sie oft in Verbindung mit hygienischen oder korrosiven Medien eingesetzt, müssen bestimmten Tragfähigkeiten entsprechen und sollen sich gleichzeitig optisch in das Gesamtdesign einfügen.
Um zuverlässige, passgenaue Metallbauteile zu erhalten, ist eine ganzheitliche Betrachtung nötig: Von der Idee über die CAD‑Konstruktion, die Auswahl geeigneter Werkstoffe und die Berechnung von Statik und Toleranzen bis hin zur Fertigung (Schneiden, Biegen, Schweißen) und der finalen Oberflächenbehandlung. Neben technischem Know‑how spielen nationale und internationale Normen eine wichtige Rolle. Normen wie ATV DIN 18360, DIN 18202, Eurocode 1 (DIN EN 1999‑1‑1) und die DIN EN 1090‑2 definieren Maßtoleranzen, Tragfähigkeitsnachweise und Qualitätsanforderungen für Metallbauarbeiten. Für Schweißkonstruktionen kommen ISO 13920 und die Richtlinien der DIN EN 1090 hinzu, die die Ausführung tragender Stahlkonstruktionen regeln. Kenntnisse über diese Vorgaben sind für Konstrukteure und Einkäufer essenziell, damit Bauteile den gesetzlichen Anforderungen entsprechen und Bauprodukte mit CE‑Kennzeichnung in Verkehr gebracht werden können.
Was versteht man unter Schlosserarbeiten?
Historisch bezeichnete der Begriff „Schlosser” ein Handwerk, das sich auf die Herstellung von Schlössern, Beschlägen und einfachen Metallverbindungen konzentrierte. Im Zuge der industriellen Entwicklung wurden Schlosserarbeiten mit dem Stahlbau und der Bauschlosserei zusammengeführt, sodass heute eine große Bandbreite an Aufgaben dazugehört. Dazu zählen:
- Fertigung von Geländern, Treppen, Balkonen und Podesten.
- Herstellung von Maschineneinhausungen, Schutzgittern und Trägerkonstruktionen.
- Bau von Türen, Fenstern, Fassadenelementen und Vordächern.
- Erstellung individueller Architektur‑ und Kunstobjekte.
- Sonderanfertigungen für Medizintechnik, Energietechnik oder Lebensmittelproduktion.
Diese Bauteile werden meist maßeinheitlich gefertigt, d. h. sie müssen auf den Millimeter genau passen und in Funktion und Design harmonieren. Schlosserarbeiten unterscheiden sich vom klassischen Stahlbau dadurch, dass der Fokus auf individuellen Einzelstücken oder Kleinserien mit hoher Fertigungstiefe liegt. Während der Stahlbau oft modulare Standardprofile verwendet und auf große Tragwerke fokussiert ist, stellen Schlosser individuelle Metallteile her, die sich exakt an vorgegebene Bauräume, Geräte oder Kundenwünsche anpassen.
Aufgaben eines Schlossers im Vergleich zu anderen Metallberufen
Im Fertigungsprozess übernehmen Schlosser eine zentrale Rolle. Sie planen und konstruieren, fertigen Prototypen, schneiden Bleche zu, biegen Profile, schweißen Bauteile und montieren sie vor Ort. In vielen Projekten arbeiten sie eng mit Architekten, Ingenieuren und Endkunden zusammen, um die Funktionalität und Ästhetik der Metallbauteile sicherzustellen. Im Unterschied zum Schweißer, der sich ausschließlich auf Fügeprozesse konzentriert, oder zum Konstruktionsmechaniker, der Serienkomponenten herstellt, begleitet der Schlosser den gesamten Projektverlauf – von der ersten Skizze bis zur Montage. Genau diese Bandbreite macht den Beruf so anspruchsvoll: Neben handwerklichem Geschick sind CAD‑Kenntnisse, Materialkunde, Normenverständnis und Projektmanagement erforderlich.

Normen und rechtliche Grundlagen
Um die Qualität und Sicherheit von Metallbauarbeiten zu gewährleisten, legt eine Vielzahl an Normen und Richtlinien fest, welche Anforderungen einzuhalten sind. Für Auftraggeber und ausführende Betriebe ist es wichtig, die für das jeweilige Projekt relevanten Normen zu identifizieren und umzusetzen.
ATV DIN 18360: Metallbauarbeiten
Die ATV (Allgemeine Technische Vertragsbedingungen) DIN 18360 regelt die Ausführung von Metallbauarbeiten. Sie gilt für Konstruktionen aus Metall und Metall im Verbund mit anderen Materialien, allerdings nicht für den klassischen Stahlbau. Zu den wichtigsten Punkten zählen:
- Geltungsbereich: Metallkonstruktionen, zum Beispiel Geländer, Fensterrahmen, Türen und Vordächer, die nicht zu den typischen Stahlbauarbeiten zählen.
- Prüfung von Vorleistungen: Der Auftragnehmer muss vor Beginn der Arbeiten die Einhaltung der Toleranzen nach DIN 18202 bei den Vorleistungen überprüfen. Stellen sich unzulässige Abweichungen heraus, muss er Bedenken anmelden.
- Toleranzen: Maßabweichungen innerhalb der Toleranzen der DIN 18202 sind zulässig. Höhere Anforderungen an Ebenheit oder Maßhaltigkeit können vereinbart werden, sind aber als besondere Leistungen zu beachten.
DIN 18202: Toleranzen im Hochbau
Die DIN 18202 definiert allgemeine Toleranzen für Längen‑ und Winkelmaße sowie Ebenheit von Flächen für Bauwerke. Für Metallbauarbeiten bedeutet das:
- Grenzabweichungen im Grundriss und in der Höhe: Längen‑ und Achsmaße müssen die Grenzwerte der Tabelle 1 einhalten; Höhenmaße beziehen sich auf vorgegebene Bezugsebenen, zum Beispiel die Oberkante des Rohbodens.
- Winkel‑ und Ebenheitsabweichungen: Die Norm legt Grenzwerte für Winkelabweichungen und Ebenheiten fest, die für Metalldecken oder Fassadenelemente relevant sind. Oberflächen von Metallbauteilen müssen in der Regel der Zeile 3 oder 6 der Tabelle 3 entsprechen.
- Anwendung: Die Überprüfung der Toleranzen nach DIN 18202 erfolgt vor Beginn der Arbeiten (Kontrolle der Vorleistungen), nach Abschluss der Arbeiten (wenn Anpassungsprobleme auftreten) und bei Abnahme.
Eurocode 1 und Eurocode 3
Die Normenreihe EN 1990 bis EN 1999 (Eurocode) stellt europaweit harmonisierte Regeln für die Bemessung und Ausführung von Bauwerken bereit. Für Schlosserarbeiten sind vor allem Eurocode 1 (DIN EN 1991) und Eurocode 3 (DIN EN 1993) relevant. Eurocode 1 definiert Einwirkungen wie Eigengewicht, Nutzlasten, Wind‑ und Schneelasten und gibt Bemessungswerte an, während Eurocode 3 die Bemessung und den Entwurf von Stahlkonstruktionen regelt. In Verbindung mit nationalen Anhängen (z. B. Schneelast‑ und Windzonen) liefern diese Normen die Grundlage für statische Berechnungen.
Eurocode 3 legt allgemeine Regeln für Tragwerke aus Stahl fest, einschließlich Nachweisen zur Gebrauchstauglichkeit, Tragfähigkeit, Dauerhaftigkeit und zum Brandschutz. Für typische Schlosserarbeiten – etwa Treppengeländer oder Stützen – werden die Nachweise meist vereinfacht geführt, wenn sie in die Ausführungsklassen EXC 1 oder EXC 2 der EN 1090 fallen.
DIN EN 1090: Ausführung von Stahltragwerken und Aluminiumtragwerken
Die DIN EN 1090 ist in drei Teile gegliedert. Teil 1 regelt die Konformitätsbewertung und CE‑Kennzeichnung, Teil 2 enthält die technischen Anforderungen an die Ausführung von Stahltragwerken und Teil 3 für Aluminiumtragwerke. Seit 1. Juli 2014 dürfen tragende Bauteile aus Stahl oder Aluminium im Bauwesen nur von zertifizierten Betrieben hergestellt werden. Das betrifft neben Hallenkonstruktionen auch Treppen, Geländer und andere tragende Bauteile. Die Norm schreibt vor:
- Qualifikationsnachweise: Ausführende Unternehmen müssen eine Zertifizierung nach EN 1090 besitzen und ihr Personal entsprechend qualifizieren. Insbesondere für Schweißarbeiten ist eine Schweißaufsichtsperson verantwortlich; sie erstellt Schweißanweisungen (WPS) und überwacht die Ausführung.
- CE‑Kennzeichnung und Leistungserklärung: Für jedes Bauprodukt muss eine Leistungserklärung erstellt und die CE‑Kennzeichnung angebracht werden, die über die wesentlichen Eigenschaften informiert.
- Schweißanweisungen und Prüfungen: Standard‑Schweißanweisungen können zur Ausführung genutzt werden; für komplexere Arbeiten sind Verfahrensprüfungen nach DIN EN ISO 15614‑1 erforderlich. Zerstörungsfreie Prüfungen dürfen nur von qualifiziertem Personal durchgeführt werden.
ISO 13920 und ISO 2768
Für Schweißkonstruktionen liefert ISO 13920 allgemeine Toleranzen für Längen‑ und Winkelmaße sowie Form‑ und Lageabweichungen. Sie definiert Qualitätsstufen (A bis D) und stellt sicher, dass Bauteile ohne aufwändige Einzelnormen gefertigt werden können. In Kombination mit ISO 2768 – die allgemeine Toleranzen für unbemaßte Längen‑ und Winkelmaße festlegt – vereinfachen diese Normen die Fertigungsplanung, wenn keine besonderen Anforderungen vorliegen. Ein Auftraggeber kann dadurch angeben, welche allgemeine Toleranzklasse (z. B. „m“ für mittel) und welche Schweißqualität gewünscht wird. Die Einhaltung dieser Klassen reduziert Nacharbeit und Kosten.
Weitere Regelwerke
Neben den oben genannten Normen können je nach Anwendungsgebiet weitere Vorschriften relevant sein:
- DIN 18065 für Gebäudetreppen (Begriffe, Messregeln, Hauptmaße).
- DIN EN 1999‑1‑1 (Eurocode 9) für Aluminiumkonstruktionen.
- DIN EN ISO 12944 zur Korrosionsschutzplanung, die Korrosionskategorien C1 bis C5‑M definiert und Beschichtungsaufbauten beschreibt.
- DIN EN ISO 12944‑5 über die Auswahl der Beschichtungssysteme in Abhängigkeit von der Korrosivitätskategorie, die Mindestdicken und erwartete Schutzdauer vorgibt.
Von der Idee zur maßgefertigten Metallkonstruktion
Die Fertigung individueller Metallbauteile ist ein vielstufiger Prozess. Um hochwertige Ergebnisse zu erzielen, müssen alle Schritte – von der Konstruktion über den Zuschnitt und die Umformung bis hin zum Schweißen, der Oberflächenveredelung und Montage – aufeinander abgestimmt sein.
1. Bedarfsermittlung und CAD‑Konstruktion
Am Anfang steht die Bedarfsanalyse: Welche Funktion soll das Bauteil erfüllen? Welche Kräfte wirken auf das Bauteil? Wie ist die Umgebung (Temperatur, Feuchtigkeit, Medien)? Ist das Bauteil Teil eines sicherheitsrelevanten Systems (z. B. Treppengeländer, Maschinenabdeckung)? Aus diesen Fragen ergibt sich der Materialbedarf, die Konstruktionsform und die erforderliche Normenbasis.
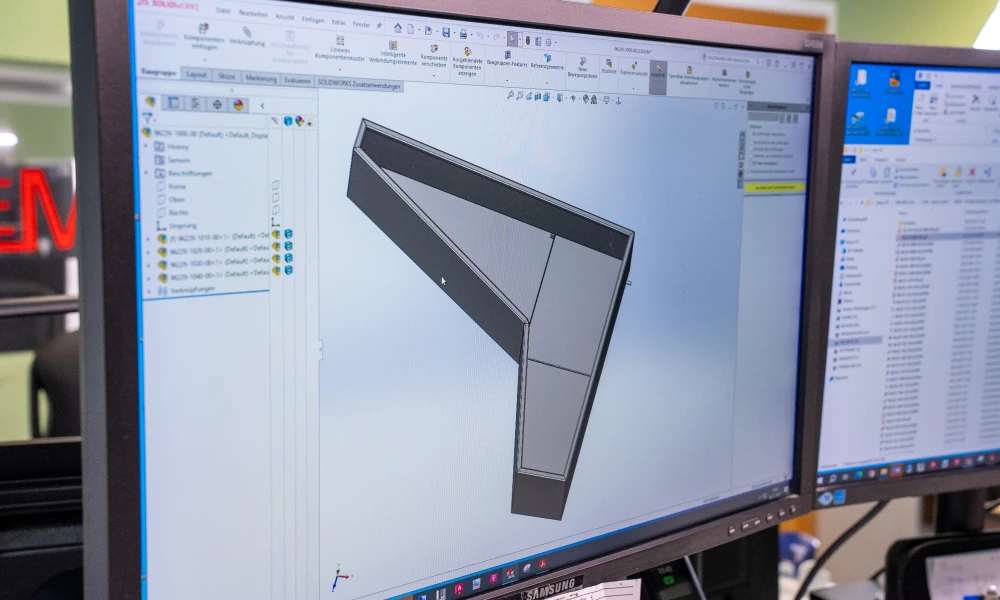
CAD‑Entwurf: Moderne Schlosserbetriebe erstellen 3D‑Modelle mit professionellen CAD‑Systemen. Die Konstruktion berücksichtigt bereits Biegezugaben, Materialtoleranzen und fertigungsgerechte Details. Beispielsweise werden bei der Konstruktion von Biegeteilen der K‑Faktor (Position der neutralen Faser im Material) und der Biegezuschlag kalkuliert. Der K‑Faktor liegt typischerweise zwischen 0,3 und 0,5 und wird nach der Formel K = t/(2r + t) ermittelt. Mit dieser Kennzahl lässt sich der Biegezuschlag bestimmen: Biegezuschlag = (π/180) × Winkel × (r + K × t). Diese Formeln helfen dabei, die exakten Abwicklungen für Laserzuschnitte zu berechnen, sodass nach dem Biegen die gewünschte Form entsteht.
Durch die CAD‑Konstruktion lassen sich zudem Kollisionsprüfungen durchführen, Baugruppen simulieren und Änderungen schnell umsetzen. Zudem können Schnittstellen zu anderen Gewerken (z. B. Betonbau, Elektroinstallation) berücksichtigt werden. Bei sicherheitsrelevanten Bauteilen empfiehlt sich frühzeitig ein statischer Nachweis gemäß Eurocode 3.
2. Materialauswahl und Laserschneiden
Abhängig von den funktionalen Anforderungen wählt man geeignete Werkstoffe. Baustähle bieten hohe Festigkeit und moderate Kosten; Edelstähle sind korrosionsbeständig und hygienisch; Aluminium ist leicht und korrosionsfest; Kupfer und Messing werden für dekorative Elemente verwendet. Die Materialauswahl beeinflusst den Fertigungsprozess: Aluminium und nichtrostende Stähle sind reflektierend und erfordern Faserlaser mit angepassten Parametern; Kupfer neigt zu starker Reflexion, weshalb höhere Leistungen oder Lasertypen mit kürzerer Wellenlänge nötig sind.
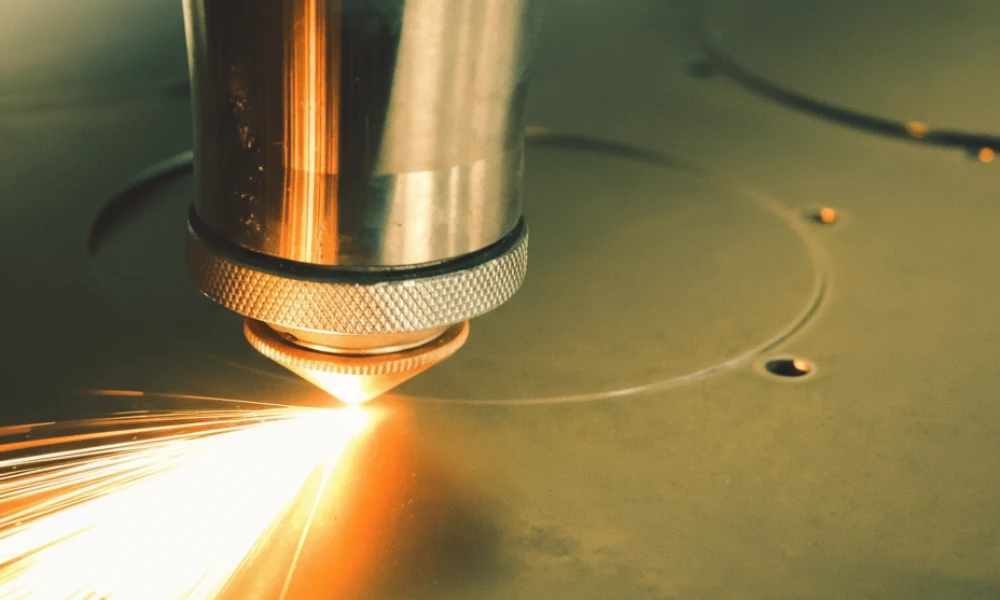
Beim Laserschneiden entstehen durch einen fokussierten Lichtstrahl präzise Konturen. Faserlaser schneiden dünne und mittlere Blechdicken schnell und mit geringer Wärmeeinflusszone; CO₂‑Laser eignen sich für dickere Bleche und organische Materialien. Die ISO 9013 klassifiziert thermische Schnitte in vier Qualitätsbereiche und definiert Rauheitswerte und Beschnittwinkel. Bei Laserzuschnitten erreichen Bereiche 2 und 3 in der Regel eine gute Qualität, Bereich 1 für besonders hohe Anforderungen. Saubere Schnittkanten erleichtern spätere Fügearbeiten und reduzieren die Nachbearbeitung.
Materialstärken im Schlosserbereich variieren meist zwischen 0,5 mm und 10 mm. Feine Bleche (0,5–3 mm) werden für Verkleidungen, Gehäuse und Dekore eingesetzt, mittlere Bleche (3–10 mm) für tragende Elemente wie Treppenseitenteile oder Geländerpfosten. Bei Blechen ab 10 mm spricht man von Grobblech; diese werden eher im klassischen Stahlbau verwendet. Die DIN 18202 und ISO 2768 definieren die zulässigen Toleranzen für Längen‑ und Winkelmaße, die beim Laserschneiden einzuhalten sind. So lassen sich Bauteile anschließend ohne aufwendige Anpassarbeiten montieren.
3. Biegen und Umformen
Nach dem Zuschnitt erhalten Bleche ihre endgültige Form durch Biegen. Beim Biegen entstehen Zugspannungen an der Außenseite und Druckspannungen an der Innenseite. Die neutrale Faser liegt dazwischen; ihre Lage wird über den K‑Faktor bestimmt. Je nach Material gelten unterschiedliche Mindestbiegeradien, um Risse zu vermeiden: Weiche Stähle lassen sich mit Radien biegen, die etwa der Blechdicke entsprechen, während Edelstähle und hochfeste Stähle Radien von 1,5–2 × Dicke benötigen. Aluminium erfordert 2–3 × Blechstärke; Kupfer und Messing 1,5 × Dicke. Hohe Festigkeit führt zu stärkerer Rückfederung, sodass Bauteile überbogen werden müssen.
Die Wahl der Matrizenöffnung (V‑Breite) an der Abkantpresse richtet sich nach der Materialdicke: In der Regel sollte sie das 6‑ bis 10‑Fache der Materialstärke betragen. Bei hochfesten oder dicken Blechen kann eine V‑Breite von 12–15 × Dicke nötig sein. Moderne CNC‑Pressen messen den Winkel während des Biegens und korrigieren nach, wodurch reproduzierbare Ergebnisse entstehen. Für Serienteile erhöhen automatische Werkzeugwechsler die Produktivität und reduzieren Rüstzeiten.
4. Schweißen und Fügen
Das Fügen der Metallbauteile erfolgt überwiegend durch Schweißen. Für Schlosserarbeiten stehen verschiedene Verfahren zur Verfügung:
- MIG/MAG (Metall‑Inertgas/Metall‑Aktivgas): Ein Lichtbogen schmilzt einen zugeführten Draht; geeignet für Stahl und Aluminium. MAG (Aktivgas) wird bei unlegierten und niedriglegierten Stählen eingesetzt, MIG (Inertgas) bei Nichteisenmetallen und hochlegierten Stählen. Dieses Verfahren ist produktiv, erzeugt aber höhere Wärmeeinträge und Spritzer.
- WIG (Wolfram‑Inertgas): Hier brennt der Lichtbogen zwischen Wolframelektrode und Werkstück, der Zusatzdraht wird separat zugeführt. WIG‑Schweißen erzeugt saubere, schmale Nähte und eignet sich für anspruchsvolle Werkstoffe wie Edelstahl oder Aluminium.
- Laserstrahlschweißen: Der Laserstrahl schmilzt das Material punktuell. Es entstehen schmale Nähte mit minimaler Wärmeeinflusszone, sodass kaum Verzug auftritt. Dieses Verfahren ist ideal für filigrane Bauteile oder hochpräzise Verbindungen und kann mit MIG/MAG kombiniert werden (Hybrid‑Schweißen), um Spalte zu überbrücken.
Für tragende Schweißkonstruktionen schreibt die EN 1090 vor, dass Schweißanweisungen (WPS) und Verfahrensprüfungen vorhanden sind. Die Schweißaufsicht erstellt diese Anweisungen und überwacht die Ausführung. Zerstörungsfreie Prüfungen wie Ultraschall oder Farbeindringverfahren werden von qualifiziertem Personal durchgeführt. Für Schweißnähte gelten Toleranzen nach ISO 13920; Qualitätsklasse C (mittlere Anforderungen) wird oft für Geländer und Treppen gewählt.

5. Oberflächenveredelung
Nach dem Fügen erhalten Metallbauteile ihren Oberflächenschutz. Ziel ist es, Korrosion zu verhindern, die Reinigung zu erleichtern und das Erscheinungsbild anzupassen. Häufige Verfahren sind:
- Pulverbeschichtung: Ein Pulver wird elektrostatisch aufgetragen und anschließend eingebrannt. Die Beschichtung bildet eine strapazierfähige, gleichmäßige Schicht. Sie eignet sich besonders für Bauteile, die hoher Witterung ausgesetzt sind oder eine große Farbpalette erfordern. Pulverbeschichtungen werden bei Treppengeländern, Balkonen und Maschinengehäusen eingesetzt, weil sie hohe Korrosionsbeständigkeit bieten. In der Architektur schützen sie Geländer und Balkone und ermöglichen zahlreiche Farben und Oberflächenstrukturen.
- Nasslackierung: Für Bauteile mit sehr glatten Oberflächen (z. B. Fahrzeugkarosserien) kommt oft Nasslack zum Einsatz. Dieses Verfahren eignet sich für kleinere Serien und kann feinere Farbübergänge erzeugen, erfordert aber längere Trocknungszeiten und Lösemittel.
- Verzinken: Beim Feuerverzinken wird das Bauteil in flüssiges Zink getaucht, wodurch eine metallisch gebundene Schutzschicht entsteht. Diese bietet langjährigen Korrosionsschutz und eignet sich vor allem für Außenbauteile. Eine Duplex‑Beschichtung (Verzinken + Pulverbeschichtung) erhöht die Haltbarkeit weiter.
- Beizen und Passivieren: Edelstahl wird nach dem Schweißen gebeizt, um Oxidschichten zu entfernen, und anschließend passiviert, damit sich die korrosionsschützende Chromoxidschicht neu bildet. Dieses Verfahren garantiert hygienische, saubere Oberflächen, insbesondere in der Lebensmittel‑ und Medizintechnik.
- Eloxieren: Für Aluminium ermöglicht das Eloxieren (Anodisieren) eine harte, farbige Oberfläche. Diese oxidische Schicht ist sehr korrosionsbeständig und strapazierfähig.
6. Montage und Endkontrolle
Nach der Fertigung werden die Bauteile montiert. Geländerpfosten werden auf Betonstützen verschraubt oder angeschweißt; Treppenanlagen werden zwischen Geschossebenen eingebaut; Maschineneinhausungen werden an Stahlrahmen befestigt. Die Montage erfordert geschultes Personal, passende Befestigungsmittel und teilweise Hebezeuge. Die ATV DIN 18360 fordert, dass Anker von den Ecken maximal 200 mm entfernt sein dürfen und einen Höchstabstand von 800 mm aufweisen. Bei Scherengittern dürfen die Abstände der senkrechten Stäbe im ausgefahrenen Zustand höchstens 120 mm betragen.
Vor der Übergabe wird eine Endkontrolle durchgeführt. Sie umfasst die Überprüfung aller Maße gemäß DIN 18202, das Prüfen von Schweißnähten nach ISO 13920 und, falls erforderlich, zerstörungsfreie Prüfverfahren. Dokumentationen wie die Leistungserklärung gemäß EN 1090 und CE‑Kennzeichen werden beigefügt.
Projektplanung und Vorgehensweise
Eine strukturierte Projektplanung erleichtert die Koordination zwischen Auftraggeber, Konstrukteur, Schlosserei und anderen Gewerken. Im Folgenden finden Sie einen exemplarischen Ablauf:
- Anforderungsanalyse: Legen Sie fest, welche Funktionen das Bauteil erfüllen soll und welche Lasten wirken (Stichwort Eurocode 1). Skizzieren Sie den ungefähren Verlauf der Konstruktion und definieren Sie die Anschlussstellen.
- Normenrecherche: Klären Sie, welche Normen anzuwenden sind (ATV DIN 18360, DIN 18202, Eurocodes, DIN EN 1090, ISO 13920, ISO 2768, DIN 18065). Für Geländer gelten beispielsweise Mindesthöhen von 80–115 cm und horizontale Lasten von 0,5–2 kN/m nach Eurocode 1.
- Vorentwurf und statische Vorbemessung: Ein Konstrukteur erstellt einen CAD‑Vorentwurf. Bei tragenden Bauteilen wird ein statischer Nachweis geführt, damit Tragfähigkeit und Gebrauchstauglichkeit gesichert sind. Für Treppengeländer müssen auch Belastungen durch Personen berücksichtigt werden.
- Material- und Fertigungsverfahren wählen: Wählen Sie das Material (Stahl, Edelstahl, Aluminium) sowie die Fertigungsverfahren (Laserschneiden, Biegen, Schweißen, Oberflächenbehandlung). Berücksichtigen Sie Biegeradien und K‑Faktor. Entscheiden Sie sich für eine Oberflächenveredelung (z. B. Pulverbeschichtung) entsprechend der Korrosivitätskategorie nach ISO 12944.
- Detailkonstruktion und Fertigungszeichnung: Im nächsten Schritt wird der Entwurf zur Fertigungszeichnung ausgearbeitet. Hier fließen Biegezugaben, Schweißnahtvorbereitungen und Toleranzen ein. Bei EN 1090‑Bauteilen muss die Zeichnung Schweißnahtsymbole und Hinweise zu Prüfungen enthalten.
- Angebotsphase: Holen Sie Angebote bei qualifizierten Schlossereien ein. Achten Sie auf Zertifizierungen nach EN 1090, Erfahrung, Maschinenpark, Materialkompetenz und Referenzen. Transparent dargestellte Preise, Angaben zu Lieferzeit und Serviceleistungen erleichtern den Vergleich.
- Fertigung: Nach Auftragserteilung startet die Fertigung. Der Hersteller schneidet, biegt, schweißt, bearbeitet die Oberfläche und montiert. Regelmäßige Zwischenprüfungen gewährleisten die Einhaltung der Qualität.
- Montage vor Ort: Die Montage beinhaltet das Anbringen von Befestigungspunkten, das Ausrichten und Fixieren. Spezielle Untergründe erfordern passende Dübel oder Anker. Prüfen Sie, ob eine Baugenehmigung erforderlich ist und ob örtliche Vorschriften (z. B. Brandschutz) einzuhalten sind.
- Abnahme und Dokumentation: Zum Abschluss werden die Arbeiten abgenommen. Das Protokoll enthält Maße, Prüfberichte, CE‑Kennzeichnungen und Wartungshinweise. Die Leistungserklärung dokumentiert die Übereinstimmung des Bauprodukts mit EN 1090.

Typische Fehlerquellen und ihre Vermeidung
Auch erfahrene Fachbetriebe können Fehler machen. Folgende Punkte sollten Sie beachten, um Probleme zu vermeiden:
- Unklare Anforderungen: Fehlende oder ungenaue Angaben in der Ausschreibung führen zu Missverständnissen. Legen Sie Maße, Toleranzklassen, Normen und Oberflächenanforderungen klar fest. Benennen Sie Belastungen und spezielle Rahmenbedingungen (z. B. hygienische Anforderungen).
- Übersehen von Normen: Wird die EN 1090 nicht beachtet, darf das Produkt keinen CE‑Nachweis tragen. Stellen Sie sicher, dass der ausgewählte Betrieb zertifiziert ist und die erforderlichen Normen vorliegen.
- Fehler beim Biegen: Zu kleine Biegeradien verursachen Risse, besonders bei hochfesten und nichtrostenden Stählen. Planen Sie ausreichend große Radien und kontrollieren Sie den K‑Faktor.
- Schweißmängel: Poren, Risse oder unzureichender Einbrand sind typische Mängel. Sie lassen sich durch optimierte Parameter, qualifiziertes Personal und zerstörungsfreie Prüfungen vermeiden. Für Bauteile der Ausführungsklasse EXC 2 und höher sollten Schweißanweisungen vorliegen.
- Korrosionsschutz vernachlässigt: Unbeschichtete oder falsch beschichtete Bauteile korrodieren schnell. Wählen Sie ein geeignetes Beschichtungssystem entsprechend der Korrosivitätskategorie (C1–C5‑M) und beachten Sie die Schichtstärken nach ISO 12944.
- Fehlende Dokumentation: Ohne Leistungserklärung und CE‑Kennzeichnung kann das Bauprodukt nicht rechtskonform auf dem Markt bereitgestellt werden.
- Schlechte Kommunikation: Abstimmungsprobleme zwischen Auftraggeber, Planer und Fertiger führen zu Verzögerungen. Legen Sie einen festen Ansprechpartner fest und führen Sie regelmäßige Besprechungen.
Nachhaltigkeit und regionale Wertschöpfung
Nachhaltigkeit gewinnt im Metallbau zunehmend an Bedeutung. Ressourcenschonender Materialeinsatz, langlebige Konstruktionen und kurze Transportwege tragen dazu bei, die Umweltbelastung zu minimieren. Stahl und Aluminium sind vollständig recycelbar und können am Ende ihres Lebenszyklus wieder in den Materialkreislauf zurückgeführt werden. Cortenstahl bildet eine wetterfeste Patina, sodass keine zusätzliche Beschichtung erforderlich ist. Edelstahl ist ebenfalls langlebig und lässt sich gut reinigen, weshalb es in hygienischen Bereichen eingesetzt wird.
Die Zusammenarbeit mit regionalen Fertigern hat ökologische und wirtschaftliche Vorteile. Kurze Wege reduzieren den CO₂‑Ausstoß und sorgen für schnelle Reaktionszeiten. Lokale Betriebe kennen die regionalen Bauvorschriften und können leichter auf Änderungen reagieren. Ein mittelständischer Metallverarbeitungsbetrieb aus Königs Wusterhausen mit rund 160 Mitarbeitern und 4 000 m² Fertigungsfläche arbeitet beispielsweise bereichsübergreifend und beliefert Kunden in über 20 Ländern. Durch enge Abstimmung zwischen Konstruktion, Laserschneiden, Biegen, Schweißen und Montage entstehen kurze Durchlaufzeiten und hohe Qualität – Werte wie Verlässlichkeit, höchste Qualitätsansprüche und persönlicher Service stehen dabei im Vordergrund.
Branchenbeispiele für Schlosserarbeiten
Schlosserarbeiten kommen in vielen Branchen zum Einsatz. Hier einige Beispiele:
Aufzugsbau
Schlossereien fertigen Tragrahmen, Führungsprofile, Kabinenteile und Schachtabdeckungen. Diese Bauteile müssen den Sicherheitsnormen entsprechen, eine hohe Oberflächenqualität besitzen und sind meist Sonderanfertigungen. Kanten, Bohrungen und Schweißnähte müssen passgenau sein; pulverbeschichtete Oberflächen bieten Schutz und Designflexibilität.
Medizintechnik
In der Medizintechnik werden Edelstahlkomponenten für Gehäuse, Halterungen und Tische verwendet. Die Materialien müssen korrosionsbeständig sein und sich sterilisieren lassen. WIG‑Schweißen und Laserschweißen erzeugen porenfreie, glatte Nähte. Beizen und Passivieren stellen die Korrosionsbeständigkeit sicher. Bei komplexen Apparaten verbinden Schlosserarbeiten Funktion und Design.

Lebensmittelindustrie
Hygiene hat oberste Priorität. Edelstahlgeländer, Maschinenverkleidungen und Transportbänder müssen leicht zu reinigen sein und dürfen keine Schmutznischen aufweisen. Abgerundete Ecken, geschlossene Oberflächen und hochwertige Schweißnähte sind entscheidend. Für Oberflächen kommt häufig eine elektropolierte oder pulverlackierte Beschichtung zum Einsatz.
Bühnen‑ und Messebau
Bühnenkonstruktionen und Messestände benötigen flexible, leichte und robuste Bauteile. Aluminium‑ oder Stahlprofile werden modular aufgebaut, sodass sie schnell montiert und demontiert werden können. Treppengeländer, Traversen und Podeste werden nach Normen gefertigt; korrosionsbeständige Oberflächen sorgen für langlebige Nutzung.
Energietechnik
In der Energietechnik reichen Schlosserarbeiten von Trafohauben und Schaltanlagengehäusen bis zu Rahmen für Solarmodule und Windkraftanlagen. Diese Bauteile müssen witterungsbeständig, elektrisch leitfähig oder isolierend sein und hohe mechanische Belastungen aushalten. Korrosionsschutz und CE‑Konformität sind essenziell.
Kunst und Design
Künstler und Designer arbeiten gerne mit Metall, um Skulpturen, Möbel oder Fassadenelemente zu kreieren. Schlosser realisieren solche Projekte mit großer Präzision und Liebe zum Detail. Cortenstahl mit seiner rostigen Patina oder polierter Edelstahl erzeugen besondere optische Effekte. Maßanfertigungen und Unikate stehen im Mittelpunkt.
Rolle des Fertigungspartners und bereichsübergreifende Zusammenarbeit
Eine kompetente Schlosserei zeichnet sich nicht nur durch moderne Maschinen aus, sondern auch durch projektübergreifende Zusammenarbeit. Konstruktion, Laserschneiden, Biegen, Schweißen, Oberflächenveredelung und Montage sollten nahtlos ineinandergreifen. Nur so sind kurze Lieferzeiten, hohe Qualitätsstandards und wirtschaftliche Prozesse möglich. Große Fertigungstiefe reduziert Abhängigkeiten von Subunternehmern und erleichtert die Koordination.
GEMTEC - ein mittelständisches Metallbauunternehmen aus Königs Wusterhausen - deckt alle Schritte von der Beratung über die Planung, die Fertigung bis zur Montage ab und beliefert Kunden aus mehr als 20 Ländern. Dank bereichsübergreifender Zusammenarbeit arbeiten die Teams eng zusammen, wodurch Projekte schnell und effizient realisiert werden können. Verlässlichkeit, höchste Qualitätsansprüche und Persönlichkeit prägen den Service. Für Auftraggeber bedeutet dies: ein Ansprechpartner, kurze Wege und transparente Prozesse – ein entscheidender Vorteil, insbesondere bei komplexen Projekten.
Schlosserarbeiten sind ein wichtiger Bestandteil moderner Industrie‑, Bau‑ und Designprojekte. Maßgefertigte Metallbauteile vereinen Funktionalität, Sicherheit und Ästhetik. Die Einhaltung relevanter Normen wie ATV DIN 18360, DIN 18202, Eurocode 1 und 3, DIN EN 1090, ISO 13920 und ISO 2768 ist Voraussetzung für Rechtskonformität und Qualität. Fertigungsprozesse von der CAD‑Planung über das Laserschneiden, Biegen, Schweißen bis hin zur Oberflächenveredelung müssen präzise aufeinander abgestimmt werden. Der K‑Faktor hilft, Biegezuschläge exakt zu berechnen, und die Auswahl der richtigen Biegeradien verhindert Risse. Moderne Schweißverfahren (MIG/MAG, WIG, Laser) und hochwertige Beschichtungen gewährleisten langlebige Verbindungen.
Die Zusammenarbeit mit einem erfahrenen und zertifizierten Fertigungspartner, der alle Schritte aus einer Hand bietet, erleichtert die Projektabwicklung. Ein Unternehmen, das seit 1992 besteht, über 160 Mitarbeiter verfügt und Kunden weltweit beliefert, steht für Erfahrung und Kontinuität. Verlässlichkeit, höchste Qualität und persönliche Beratung sorgen dafür, dass Ihre individuellen Metallbauteile termingerecht und nach allen Normen gefertigt werden.
Weitere Bereiche der Website
- Laserschneiden: Erfahren Sie mehr über präzise Laserzuschnitte, Qualitätsklassen nach ISO 9013 und die Möglichkeiten moderner Faserlaser.
- CNC‑Biegen: Entdecken Sie, wie verschiedene Materialien gebogen werden, welche Biegeradien empfehlenswert sind und welche Rolle der K‑Faktor spielt.
- Schweißen: Lesen Sie über MIG/MAG‑, WIG‑ und Laserschweißen, Verfahrensprüfungen und Qualitätsanforderungen nach EN 1090 und ISO 13920.
FAQ
Wo finde ich einen zertifizierten Betrieb für Schlosserarbeiten in meiner Nähe?
In Deutschland dürfen tragende Stahlbauprodukte wie Treppen oder Geländer nur von Betrieben hergestellt werden, die nach DIN EN 1090 zertifiziert sind. Wählen Sie einen Schlosserbetrieb mit CE‑Kennzeichnung und Nachweis der Konformität. Achten Sie auch auf die Erfahrung, den Maschinenpark und die Möglichkeit, alle Leistungen von der Konstruktion über das Laserschneiden bis zur Montage anzubieten. Ein mittelständischer Anbieter mit regionaler Nähe und durchgängigen Prozessen garantiert kurze Wege und hohe Qualität.
Was tun, wenn mein individuell gefertigtes Geländer nicht passt oder Maßabweichungen aufweist?
Prüfen Sie zunächst, ob die Abweichungen innerhalb der Toleranzen nach DIN 18202 liegen. Bei Überschreitungen sollten Sie den Hersteller informieren und ggf. Nacharbeiten fordern. Ein zertifizierter Betrieb wird die Einhaltung der Normen bereits in der Fertigung sicherstellen. Wichtig ist auch, dass der Auftraggeber in der Leistungsbeschreibung klare Maße und Toleranzklassen definiert. Vor der Montage sollte die Vorleistung auf Maßhaltigkeit geprüft werden.
Was sind die Vorteile maßgefertigter Schlosserarbeiten gegenüber standardisierten Bauteilen?
Standardisierte Bauteile sind kostengünstig und schnell verfügbar, passen aber oft nicht exakt zu den baulichen Gegebenheiten. Maßgefertigte Schlosserarbeiten berücksichtigen individuelle Abmessungen, statische Anforderungen und Designwünsche. Sie können an spezifische Lasten und Normen angepasst werden, sodass Funktionalität und Ästhetik optimal kombiniert werden. Durch die Integration von CAD‑Planung, Laserschneiden, Biegen und Schweißen erhält man präzise Komponenten, die ohne aufwendige Anpassungen montiert werden können.
Wie plane ich die Fertigung eines Treppengeländers aus Stahl gemäß EN 1090?
Ermitteln Sie zunächst die Nutzlast und die geometrischen Abmessungen. Berücksichtigen Sie die Anforderungen aus DIN 18065 (Handlaufhöhe 80–115 cm, Füllstababstände ≤ 12 cm) und Eurocode 1 (horizontale Last 0,5–2 kN/m). Wählen Sie das Material (z. B. S235 oder Edelstahl) und fertigen Sie eine CAD‑Konstruktion. Legen Sie Biegeradien entsprechend der Materialstärke fest. Beauftragen Sie einen zertifizierten Betrieb, der nach EN 1090 arbeitet und Schweißanweisungen bereitstellt. Nach Fertigstellung sollten alle Dokumente (Leistungserklärung, CE‑Kennzeichnung) vorliegen.
Welche Normen muss ich bei der Bestellung individueller Metallbauteile für eine Industrieanlage in Brandenburg beachten?
Für tragende und sichernde Bauteile sind die EN 1090 sowie Eurocode 3 maßgeblich. Maßtoleranzen werden nach DIN 18202 geregelt, allgemeine Fertigungstoleranzen nach ISO 2768 und Schweißtoleranzen nach ISO 13920. In der Lebensmittelindustrie gelten zusätzliche Hygienestandards; für Treppen und Geländer DIN 18065. Achten Sie darauf, dass der Auftragnehmer zertifiziert ist und alle erforderlichen Normen verfügbar hat. Ein regionaler Partner unterstützt bei der Abstimmung mit lokalen Bauämtern und Normen.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?