Aluminium schneiden & Gewinde: Methoden und Profi‑Tipps

Dieser Leitfaden richtet sich an technische Entscheider und Einkäufer, die Aluminiumkomponenten für Maschinen, Anlagen oder Produkte fertigen lassen möchten. Er erklärt, welche Verfahren sich zum präzisen Schneiden und Gewindeschneiden eignen, welche konstruktiven Regeln den Prozess erleichtern und wie Sie gemeinsam mit einem Fertigungspartner wie GEMTEC nachhaltige und wirtschaftliche Lösungen realisieren.
Aluminium ist ein zentraler Werkstoff der Industrie. Ob bei Maschinen, Aufzügen, Fahrzeugen, Elektronik oder im Bauwesen – seine Kombination aus geringem Gewicht, hoher Festigkeit und Korrosionsbeständigkeit überzeugt. Für Ingenieurinnen, Konstrukteure und Einkaufsverantwortliche stellt sich dabei die Frage: Wie können Aluminiumbleche, ‑profile und ‑komponenten so bearbeitet werden, dass sie ihren Zweck optimal erfüllen und die Wirtschaftlichkeit stimmt? Dieser Artikel gibt Antworten. Er führt durch die wichtigsten Schneidverfahren, erläutert das Gewindeschneiden, zeigt konstruktive Hinweise und beschreibt den Ablauf eines typischen Projekts.
Aluminium verstehen
Werkstoffprofil
Aluminium ist rund drei Mal leichter als Stahl und besitzt eine natürliche Oxidschicht, die es vor Korrosion schützt. Legierungen mit Magnesium, Silizium, Kupfer oder Zink erhöhen Festigkeit und Härte, verändern aber auch die Bearbeitbarkeit. Aluminium ist nicht magnetisch und leitet Elektrizität sowie Wärme sehr gut. Diese Eigenschaften beeinflussen die Fertigung: Die hohe Wärmeleitfähigkeit bedeutet, dass sich Hitze schnell verteilt und das Material weniger zum Verzug neigt. Um es beim Lasern zu schmelzen, braucht es aber einen intensiveren Strahl. Die reflektierende Oberfläche erfordert Laser mit geeigneter Wellenlänge, damit das Licht absorbiert wird.
Nachhaltigkeit
Aluminium steht für Ressourcenschonung. Recyceltes Aluminium benötigt im Vergleich zur Primärproduktion nur einen Bruchteil der Energie. Allein durch das Recycling von Produktionsverschnitt und End‑of‑life‑Teilen können Unternehmen ihren ökologischen Fußabdruck deutlich senken. Das Sammeln und Sortieren von Spänen und Reststücken ist fester Bestandteil eines modernen Fertigungsbetriebs. Außerdem unterstützen biologisch abbaubare Schneidöle und optimierte Programme die nachhaltige Ausrichtung.
Legierungsübersicht
Für industrielle Anwendungen werden verschiedene Aluminiumlegierungen eingesetzt:
- Reinaluminium (EN AW‑1050A): Sehr weich, hervorragend leitfähig und leicht verformbar; ideal für elektrische Leiter, Reflektoren und dekorative Teile.
- EN AW‑6060/6063: Leicht zu extrudieren, mittlere Festigkeit; genutzt für Fensterprofile, Gehäuse und Leisten.
- EN AW‑6082: Erhöhte Festigkeit und gute Korrosionsbeständigkeit; bevorzugt im Maschinen‑ und Fahrzeugbau.
- EN AW‑7075: Sehr hohe Festigkeit, aber schwieriger zu schweißen; eingesetzt im Luftfahrt-, Motorsport- und Robotikbereich.
- Hybride und faserverstärkte Verbunde: Für höchste Leichtbaubedürfnisse werden Aluminiumlegierungen mit Fasern oder anderen Metallen kombiniert, um Steifigkeit zu steigern.
Die Wahl der Legierung bestimmt sowohl die Bearbeitungsparameter als auch die finale Performance. Ein erfahrener Fertiger hilft bei der Auswahl.

Schneidverfahren – Auswahl und Anwendung
Die Art und Weise, wie Aluminium geschnitten wird, beeinflusst die Qualität der resultierenden Komponenten. Die wichtigste Entscheidung betrifft das Verfahren: Laser, mechanische Bearbeitung, Wasserstrahl oder hybride Lösungen.
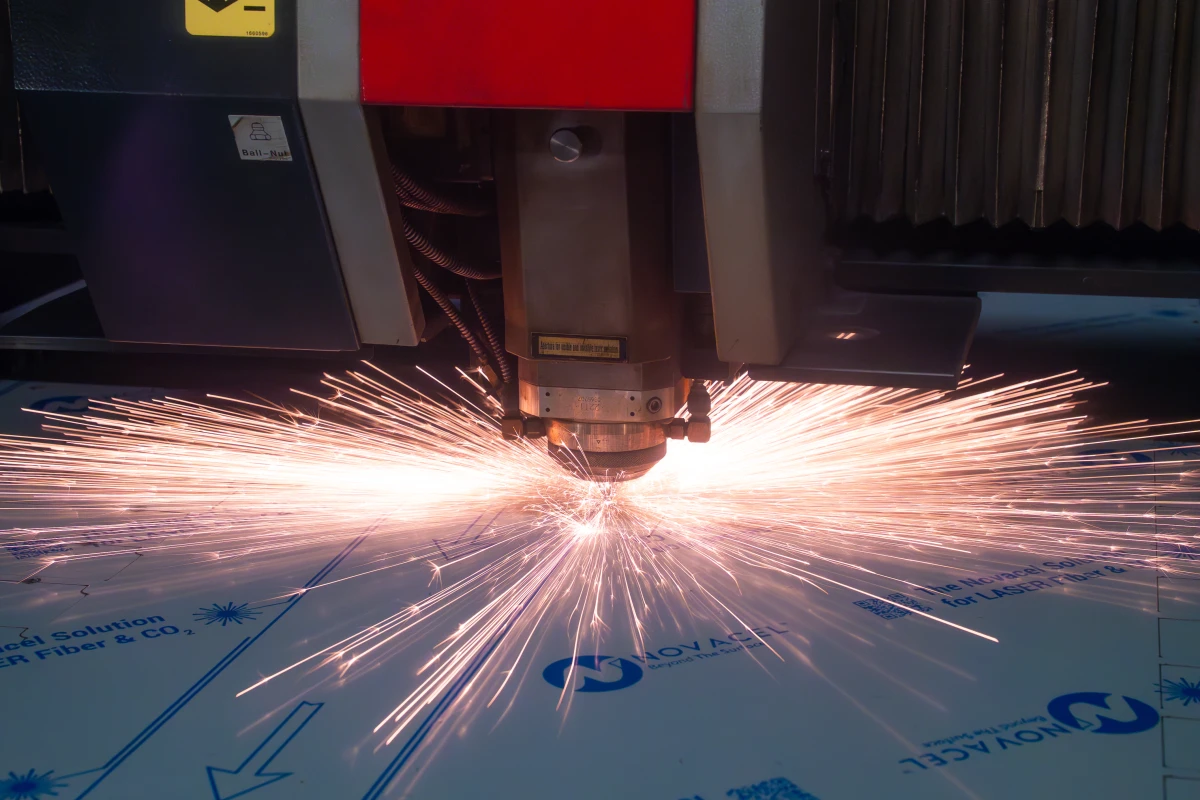
Laserstrahlschneiden
Beim Laserstrahlschneiden trifft ein fokussierter Lichtstrahl auf das Werkstück und schmilzt oder verdampft das Material. Faserlaser arbeiten mit einer Wellenlänge um 1,07 Mikrometer, die Aluminium deutlich besser absorbiert als das Licht eines CO₂‑Lasers. Damit lassen sich saubere, schmale Schnittfugen erzeugen. Die wichtigsten Vorteile sind:
- Hohe Präzision: Schnittfugen von wenigen Zehntelmillimetern erlauben filigrane Formen und enge Toleranzen ohne Nachbearbeitung.
- Effizienz: Aufgrund der hohen Leistung und präzisen Steuerung sind selbst mittlere Blechstärken schnell bearbeitet. Die geringen Rüstzeiten ermöglichen wirtschaftliche Kleinserien.
- Kontaktloses Schneiden: Da kein physisches Werkzeug eingesetzt wird, entsteht kein Verschleiß an Schneidwerkzeugen; Kanten werden nicht durch mechanische Kräfte deformiert.
- Automatisierbar: Laseranlagen lassen sich über CAD‑/CAM‑Software programmieren; Zuführsysteme ermöglichen mannlose Schichten.
Faserlaser sind energieeffizienter und wartungsärmer als CO₂‑Laser. Disk‑ oder Hybridsysteme kommen zum Einsatz, wenn dicke Bleche (>15 mm) oder höchste Schnittgeschwindigkeiten gefordert sind.
Mechanische Bearbeitung
Klassische spanende Verfahren sind unverzichtbar, wenn dreidimensionale Strukturen gefragt sind oder die Stückzahl gering ist.
- Fräsen: CNC‑Fräszentren bearbeiten Werkstücke in mehreren Achsen. Sie ermöglichen komplexe Geometrien mit Taschen, Nuten und Passungen. Fräsen ist ideal, wenn zusätzliche Bearbeitungsschritte wie Bohren, Gewindeschneiden oder Senken in einem Setup kombiniert werden sollen. Nachteilig sind längere Bearbeitungszeiten bei großen Flächen und die Notwendigkeit regelmäßiger Werkzeugwechsel.
- Sägen: Kreissäge- und Bandsägeanlagen trennen Stangen, Profile und Platten schnell. Hartmetallbestückte Blätter produzieren gerade, gratfreie Schnitte. Sie sind jedoch weniger geeignet für komplexe Konturen.
- Stanzen/Nibbeln: Für einfache Geometrien und hohe Stückzahlen sind Stanzprozesse unschlagbar. Sie erfordern spezielle Werkzeuge, amortisieren sich aber bei Serienfertigung. Nibbelmaschinen können flexible Konturen erzeugen, indem sie viele kleine Stanzhübe kombinieren.
- Drehen und Bohren: Drehmaschinen fertigen rotationssymmetrische Teile. Kombinierte Dreh-Bohr-Maschinen ermöglichen Innen- und Außenbearbeitungen sowie Bohrungen ohne Umspannen.
Wasserstrahl‑ und Spezialverfahren
Beim Wasserstrahlschneiden wird ein Wasser-Abrasiv-Gemisch unter hohem Druck (oft über 4000 bar) durch eine Düse gepresst. Das Material wird ohne Hitzeeinwirkung getrennt. Diese Technik eignet sich für hitzeempfindliche Aluminiumlegierungen oder sehr dicke Platten und liefert saubere Kanten ohne Wärmeeinflusszone. Nachteile sind die geringere Schnittgeschwindigkeit, Lärmbelästigung und höhere Kosten für Wasseraufbereitung.
Plasmaschneiden verbindet einen Lichtbogen mit einem Gasstrom und eignet sich für dicke Bleche. Die Schnittqualität ist jedoch geringer als beim Laser, und es entsteht eine breitere Wärmeeinflusszone. Elektroerosion (EDM) trennt leitfähige Materialien mittels Funkenentladung in einer Dielektrikflüssigkeit. EDM eignet sich für extrem präzise Konturen und harte Legierungen, ist aber langsamer und teurer.
Hybrid- und Kombiverfahren
Viele moderne Maschinen kombinieren mehrere Schneidtechniken. Laser-Stanz-Kombinationen vereinen die hohe Produktivität des Stanzens mit der Flexibilität des Lasers. So können standardisierte Löcher gestanzt und komplexe Außenkonturen gelasert werden. Hybridsysteme reduzieren Rüstzeiten und verbessern die Materialausnutzung. In der Prozessplanung entscheidet sich, welche Reihenfolge der Schritte die beste ist.
Aluminiumprofile und modulare Systeme
Extrudierte Profile sind die Grundlage für modulare Konstruktionen im Maschinen- und Anlagenbau. Sie besitzen oft T‑Nuten, um Verbindungselemente aufzunehmen. In der Bearbeitung von Profilen kommt es auf exakte Längen, Winkel und Bohrungspositionen an.
- Gehrungsschnitt: Präzise Sägen und stabile Spannvorrichtungen sorgen dafür, dass Gehrungen exakt schließen. Dies ist entscheidend für die Dichtigkeit und Optik von Rahmenkonstruktionen.
- Multiachs-Bearbeitung: Bohrungen und Gewinde in verschiedenen Ebenen erfordern CNC‑Bearbeitungszentren, die das Profil in einer Aufspannung bearbeiten können. Eine präzise Positionierung minimiert Versatz zwischen einzelnen Bearbeitungen.
- Vorrichtungsbau: Spezielle Halterungen verhindern, dass Profile während der Bearbeitung vibrieren oder sich verziehen. Je komplexer der Querschnitt, desto wichtiger sind maßgeschneiderte Spannlösungen.
Professionelle Fertiger stimmen die Bearbeitungsstrategie eng mit dem Kunden ab, damit Profile nahtlos mit anderen Komponenten zusammenpassen.
Gewindeschneiden – Grundlagen und Praxis
Gewindebohrungen verbinden Bauteile sicher und wieder lösbar. Gerade in Aluminium erfordert das Gewindeschneiden besondere Aufmerksamkeit, um saubere Gänge und ausreichende Tragfähigkeit zu erreichen.

Werkzeugauswahl
Gewindebohrer für Aluminium besitzen polierte Spanräume, große Spiralwinkel und scharfe Schneidkanten, um das weiche Material zu schneiden, ohne es zu quetschen. Für Durchgangsbohrungen eignen sich Spiralnutbohrer, die Späne nach unten abführen. Sacklöcher bearbeitet man mit Geradnutbohrern oder speziellen Bohrern mit reduzierter Spitzenform. Formgewindebohrer verdrängen das Material und erzeugen ein kaltverfestigtes Gewinde – ideal für hohe Stückzahlen und Bauteile mit dünnen Wandungen, da keine Späne entstehen.
Prozessführung
Mehrere Parameter beeinflussen die Gewindequalität:
- Kernloch: Der Durchmesser muss exakt passen. Bei Formgewinden sollte das Kernloch etwas größer sein, um Raum für das verdrängte Material zu schaffen.
- Schnittgeschwindigkeit: Aluminium erlaubt höhere Drehzahlen als Stahl. Gleichmäßiges Ein- und Ausdrehen verhindert ein Verkanten.
- Schmierung: Schneidöle, Pasten oder Spiritus reduzieren die Reibung. Insbesondere beim Formgewinden ist ausreichend Schmierstoff entscheidend, da das Material verdrängt wird.
- Spanabfuhr: Kurze Rückdrehbewegungen lassen Späne brechen und abfließen, was die Standzeit erhöht und die Oberfläche schont.
Gewindetiefe und Toleranzen
Die Gewindetiefe muss nicht größer als 2,5 × Nenndurchmesser sein. Längere Gewinde erhöhen die Fertigungszeit, ohne einen proportional höheren Halt zu bringen. Für dünne Wandstärken bieten sich Feingewinde mit kleinerer Steigung an. Toleranzen werden gemäß ISO‑Normen definiert und mit Gewindelehren oder Messschrauben kontrolliert.
Automatisierung
In modernen Fertigungszentren werden Gewindezyklen programmiert. Das CNC‑System bohrt, schneidet oder formt das Gewinde und zieht den Bohrer in einem Zug zurück. Messtaster überprüfen die Position. Automatisierte Abläufe steigern die Qualität und reduzieren Fehler, vor allem bei Serienfertigung

Designrichtlinien – von der Idee bis zur Umsetzung
Gut durchdachte Konstruktionsregeln erleichtern die Fertigung und sparen Kosten.
Wandstärken und Stege
Damit Bauteile stabil bleiben, sollten Wände und Stege ausreichend dick sein. Für Frästeile empfiehlt sich eine Wandstärke von mindestens 0,8 mm. Bei lasergeschnittenen Blechen gelten 1,5 mm als sichere Grenze. Stege und Rippen sollten mindestens 1,5‑ bis 2‑mal so breit wie die Materialstärke sein. Zu dünne Bereiche führen zu Verzug oder Rissen.
Radien und Ecken
Innenradien sollten dem Werkzeugdurchmesser entsprechen, damit Fräser keinen zu kleinen Radius schneiden müssen. Ein Radius von 0,5–2 mm verringert Spannungsspitzen. An Außenecken sorgen Fasen oder kleine Radien für angenehme Haptik und reduzierte Verletzungsgefahr.
Bohrungen und Gewinde
Planen Sie Bohrungen in Standardgrößen, um Sonderwerkzeuge zu vermeiden. Halten Sie ausreichend Abstand zwischen Bohrungen (1,5 × Durchmesser), damit das Material nicht ausbricht. Sacklöcher sollten maximal drei Durchmesser tief sein. Gewinde in Aluminium benötigen eine Tiefe von 1,5–2,5 × Nenndurchmesser für sicheren Halt.
Biegen und Umformen
Beim Biegen gelten Mindestbiegeradien. Als Faustregel beträgt der Mindestinnenradius das 1–2‑fache der Materialstärke. Je quer zur Walzrichtung gebogen wird, desto kleiner darf der Radius sein. Bleche sollten nicht entlang der Walzrichtung gebogen werden, um Risse zu vermeiden. In Biegezonen sollten keine Bohrungen, Einschnitte oder Gewinde vorgesehen werden.
Materialausnutzung
Effiziente Verschachtelung spart Material. Mithilfe von Software werden die Teile so positioniert, dass der Verschnitt minimal ist. Auch die Wahl der Blechgröße spielt eine Rolle: Standardtafeln sollten bestmöglich genutzt werden, um Reststücke zu vermeiden.
Kennzeichnungen
Bauteile können per Lasergravur gekennzeichnet werden. Verwenden Sie serifenlose Schriftarten und ausreichend große Zeichen. Tiefe Gravuren erhöhen die Bearbeitungszeit, flache Gravuren genügen meist. Alternativ können Etiketten oder QR‑Codes verwendet werden.
Projektablauf – zusammen zum Ziel
Anforderungsanalyse
Am Beginn jedes Projekts steht die Abstimmung von Anforderungen. Dazu gehören Material, Abmessungen, Toleranzen, gewünschte Stückzahlen und Oberflächenbehandlungen. Normen und Branchenstandards (z. B. DIN, ISO, EN 1090) werden geprüft. In einem Lastenheft werden diese Kriterien festgehalten.
Machbarkeitsprüfung und Angebot
Der Fertiger prüft technische Zeichnungen, analysiert kritische Bereiche (z. B. sehr kleine Radien oder dünne Wände) und wählt geeignete Verfahren. Anpassungen zur Fertigungsoptimierung werden vorgeschlagen. Anschließend erstellt das Unternehmen ein Angebot mit Kosten, Fertigungsdauer und Lieferzeit.
Prototypen und Muster
Prototypen und Vorserien geben Sicherheit. Sie ermöglichen Funktions- und Montageprüfungen. Änderungen können eingepflegt werden, bevor die Serienwerkzeuge programmiert werden. GEMTEC erstellt auf Wunsch Erstmusterprüfberichte und Messprotokolle zur Dokumentation.
Serienfertigung
Nach Freigabe der Muster startet die Serienproduktion. CNC‑Programme und Laserpläne werden optimiert. Prozessüberwachung und Stichprobenmessungen gewährleisten gleichbleibende Qualität. Bei hohen Losgrößen können automatische Belade- und Entladeeinheiten die Effizienz steigern.
Logistik und After‑Sales
Neben der Fertigung übernimmt der Partner die Montage von Baugruppen, Verpackung und Versand. Just-in-time‑Lieferpläne stellen sicher, dass Teile zum richtigen Zeitpunkt in der Produktion ankommen. After‑Sales‑Services umfassen die Bereitstellung von Ersatzteilen, die Anpassung bestehender Produkte und die Unterstützung bei Neuentwicklungen.

Nachhaltigkeit und Qualitätssicherung
Ressourcenschonung und Recycling
Aluminium lässt sich nahezu unbegrenzt recyceln. Durch die Rückführung von Spänen und Resten wird der Bedarf an Primärmaterial verringert. Recycling senkt nicht nur den Energieverbrauch, sondern auch die CO₂‑Emissionen. Kunden profitieren davon durch eine nachhaltigere Lieferkette.
Energie- und Ressourceneffizienz
Der Einsatz moderner Maschinen mit energieeffizienten Motoren, leistungsoptimierten Laserquellen und intelligenten Regelungen senkt den Energieverbrauch. Prozesswärme wird zurückgeführt. Biologisch abbaubare Schneidöle und umweltfreundliche Kühlmedien reduzieren den ökologischen Einfluss. Unternehmensweite Energiemanagementsysteme sorgen für kontinuierliche Verbesserung.
Normen und Qualitätsmanagement
Qualität entsteht durch standardisierte Prozesse. Zertifizierungen nach ISO 9001 und ISO 14001 bestätigen die Einhaltung von Qualitäts- und Umweltstandards. Rückverfolgbarkeit von Materialchargen, Prüfprotokolle und Messberichte sind insbesondere in sicherheitskritischen Branchen notwendig. Fertiger bieten diese Dokumentation standardmäßig oder auf Wunsch an.
Branchen und Anwendungen
Maschinen‑ und Anlagenbau
In diesem Segment werden Aluminiumteile für Gehäuse, Schutzhauben, Konsolen, Führungen und Verkleidungen eingesetzt. Leichtbau senkt die bewegte Masse und verbessert die Energieeffizienz. Präzise Gewinde und Laserschnitte gewährleisten einfache Montage und modulare Anpassbarkeit.
Aufzugs- und Fahrzeugbau
Im Aufzugsbau dienen Aluminiumverkleidungen und ‑kabinen der Gewichtsreduzierung. Gewindeverbindungen erleichtern Wartungsarbeiten. Im Fahrzeugbau sind Aluminiumbleche Bestandteil von Karosserien, Strukturkomponenten und Crash-Elementen. Laser- und Biegetechnik ermöglichen passgenaue, gewichtoptimierte Teile.
Elektrotechnik und Medizintechnik
Elektronikgehäuse aus Aluminium schützen vor elektromagnetischen Störungen und leiten Wärme effizient ab. Kühlkörper erfordern präzise Fräsungen und Gewinde. In der Medizintechnik müssen Oberflächen glatt und porenfrei sein, damit sie sich sterilisieren lassen. Exakte Gewinde ermöglichen den sicheren Zusammenbau von Geräten.
Energie, Infrastruktur und Bauwesen
Photovoltaik- und Windkraftanlagen verwenden Aluminium für Tragstrukturen, Gehäuse und Verkleidungen. Bahn- und Brückenbau profitieren von der Korrosionsbeständigkeit und dem geringen Gewicht. In all diesen Bereichen sind präzise Schnittkanten und Gewinde sowie eine wetterbeständige Oberfläche entscheidend.
Design und Architektur
Von Fassaden über Fensterrahmen bis zu Möbeln: Aluminium ermöglicht kreative Formen und hochwertige Oberflächen. Eloxal und Pulverbeschichtung sorgen für Farbe und Schutz. Exakte Schnitte und unsichtbare Gewindeverbindungen tragen zu klaren Linien und minimalistischer Ästhetik bei.
Zukunft und Innovationen
Die Aluminiumverarbeitung befindet sich in einem dynamischen Wandel. Trendthemen sind:
- Leistungsstarke Faserlaser: Neue Generationen von Faserlasern erreichen Leistungen von 20 Kilowatt und mehr. Adaptive Strahlformung und modulierte Leistung verbessern Schnittqualität und Wirtschaftlichkeit.
- Digitalisierung und Industrie 4.0: Vernetzte Maschinen und Sensoren liefern Echtzeitdaten. KI‑Algorithmen analysieren diese Daten, optimieren Prozesse und planen Wartungen. Digitale Zwillinge simulieren Fertigungsabläufe, bevor sie real umgesetzt werden.
- Additiv-subtraktive Fertigung: Kombinierte 3D‑Druck- und Zerspanungsanlagen drucken Metallbauteile mit komplexen inneren Strukturen und bearbeiten sie anschließend auf Maß. Damit entstehen neue konstruktive Freiheiten.
- Sustainable Manufacturing: Die Entwicklung von umweltfreundlichen Schneidölen, stromsparenden Antrieben und recycelbaren Verbrauchsmaterialien ist ein wichtiger Fokus. Unternehmen nutzen vermehrt erneuerbare Energien.
- Automation und Robotik: Roboter entnehmen Werkstücke, beladen Maschinen und führen Qualitätsprüfungen durch. Fahrerlose Transportsysteme verbinden Fertigungsstationen. Dies erhöht die Effizienz und minimiert körperliche Belastungen.
Zusammenarbeit mit einem Fertigungspartner
Erfolgreiche Aluminiumprojekte sind mehr als reine Fertigungsaufgaben: Sie beruhen auf einem strukturierten Miteinander zwischen Auftraggeber und Dienstleister. Ein erfahrener Fertigungspartner wie GEMTEC begleitet Sie von der Konzeption bis zur Auslieferung und bringt sein Know‑how in den Prozess ein.
Beratung schon in der Konzeptphase
Viele Projekte werden in der Konstruktionsphase entscheidend geprägt. Daher lohnt sich der Austausch mit dem Fertiger, bevor die CAD‑Zeichnungen finalisiert sind. Spezialistinnen und Spezialisten bei GEMTEC weisen auf fertigungsgerechte Gestaltungen hin, wählen gemeinsam mit Ihnen geeignete Legierungen und helfen, Toleranzen realistisch auszulegen. Sie erhalten Hinweise, wie sich Bohrungen, Gewinde, Radien und Wandstärken optimieren lassen. Dadurch sinken der Materialverbrauch und die Fertigungszeiten – bei gleichbleibender Funktionalität.
Wirtschaftlichkeit im Blick
Mit einem professionellen Partner an Ihrer Seite wird die Kostenkalkulation transparent. GEMTEC analysiert die Gesamtkosten Ihres Bauteils: vom Rohmaterial über die Bearbeitungszeit bis zu Logistik und Nachbehandlung. Verschiedene Prozessalternativen werden gegenübergestellt und auf ihre wirtschaftlichen Auswirkungen geprüft. Auch die Berücksichtigung von Nachhaltigkeitsaspekten wie Materialeinsparung und Recycling kommt in die Betrachtung. So können Sie fundierte Entscheidungen treffen und Ihr Budget zielgerichtet einsetzen.
Prototypen, Tests und Vorserien
Prototypen dienen als Beweis der Machbarkeit. Sie helfen, das Design zu validieren, Montageprozesse zu testen und die Eignung von Materialien zu beurteilen. GEMTEC fertigt Prototypen aus Originalmaterial und unter realistischen Bedingungen. Änderungen an der Konstruktion lassen sich schnell umsetzen, bevor das Serienwerkzeug programmiert wird. Für Vorserien werden die Produktionsprozesse unter seriennahen Bedingungen getestet, um Belastbarkeit, Passgenauigkeit und Oberflächenqualität zu prüfen.
Qualitätsmanagement und Dokumentation
Qualität ist kein Zufall, sondern Ergebnis definierter Prozesse. GEMTEC unterhält ein umfassendes Qualitätsmanagement, das Wareneingang, Fertigung und Endkontrollen umfasst. Modernste Messtechnik – von taktilen Messmaschinen über optische Systeme bis zu zerstörungsfreien Prüfungen – garantiert, dass jedes Bauteil den Vorgaben entspricht. Zertifizierungen nach ISO 9001 und ISO 14001 unterstreichen den hohen Standard. Für Branchen mit besonderer Dokumentationspflicht (etwa Medizin, Luftfahrt oder Lebensmitteltechnik) werden detaillierte Prüfberichte und Zertifikate erstellt.
Logistik, Montage und After‑Sales
Neben der reinen Fertigung übernimmt GEMTEC umfassende Logistikaufgaben. Beschaffung, Lagerung und Vorhaltung von Standard‑ und Sondermaterialien sind Teil des Services. Module und Baugruppen werden fachgerecht montiert, verpackt und nach Kundenwunsch etikettiert. Für Serienlieferungen werden Kanban‑Systeme oder Abrufkonzepte integriert. Auch nach der Auslieferung bleibt GEMTEC Ansprechpartner für Anpassungen, Ersatzteile und technische Beratung, damit Ihre Anlage dauerhaft zuverlässig funktioniert.
Langfristige Partnerschaft
Kontinuität schafft Vertrauen. Durch regelmäßige Zusammenarbeit entsteht ein tiefes Verständnis für Ihre Produkte, Fertigungsrichtlinien und Qualitätsanforderungen. Dies ermöglicht es, Projekte effizienter abzuwickeln, Innovationen frühzeitig zu erkennen und gemeinsam neue Technologien einzuführen. Langfristige Partnerschaften stärken die Lieferketten und geben Ihnen Planungssicherheit in einer dynamischen Marktumgebung.

Aluminium ist ein Schlüsselwerkstoff für zahlreiche Industrien. Um sein Potenzial zu nutzen, ist die Wahl der richtigen Bearbeitungsverfahren entscheidend. Laserstrahl, mechanische Bearbeitung, Wasserstrahl oder Hybridprozesse ermöglichen je nach Anforderung präzise, wirtschaftliche und nachhaltige Lösungen. Auch das Gewindeschneiden erfordert spezialisierte Werkzeuge und eine angepasste Prozessführung. Durch klare Konstruktionsrichtlinien, sorgfältige Projektplanung und die Zusammenarbeit mit einem erfahrenen Fertigungspartner wie GEMTEC lassen sich Bauteile entwickeln, die technisch überzeugen und wirtschaftlich gefertigt werden. Nachhaltigkeit, Digitalisierung und Automatisierung prägen die Zukunft der Aluminiumverarbeitung – eine Chance für Unternehmen, die auf moderne Fertigungstechnologien setzen.
FAQ
1. Welche Vorteile hat Laserschneiden gegenüber mechanischen Verfahren?
Laserschneiden erzeugt sehr schmale Schnittfugen, arbeitet schnell und ohne mechanischen Kontakt. Dadurch gibt es keinen Werkzeugverschleiß. Komplexe Konturen können ohne Umbau der Maschine realisiert werden. Mechanische Verfahren wie Fräsen oder Sägen sind bei einfachen Geometrien oder dicken Materialien oft wirtschaftlicher, benötigen aber mehr Werkzeugpflege.
2. Wann ist Wasserstrahlschneiden sinnvoll?
Bei sehr dicken Platten oder hitzeempfindlichen Legierungen, die durch hohe Temperaturen beschädigt werden könnten, ist Wasserstrahlschneiden ideal. Es entsteht keine Wärmeeinflusszone. Allerdings ist der Prozess langsamer und teurer als Laserschneiden. Bei Standardblechen lohnt sich das Verfahren nur bei speziellen Anforderungen.
3. Welche Gewindetiefe wird bei Aluminium empfohlen?
Eine Tiefe von 1,5–2,5 × dem Nenndurchmesser reicht in der Regel aus. Ein tieferes Gewinde erhöht die Bearbeitungszeit, bringt aber meist keinen zusätzlichen Halt. Für dünne Wandstärken eignen sich Feingewinde, da sie mehr Gewindegänge auf kleiner Fläche erzeugen.
4. Wie lange dauert die Herstellung eines Aluminiumteils?
Die Zeit hängt von Komplexität, Stückzahl und Fertigungsverfahren ab. Einfache Teile können innerhalb weniger Tage gefertigt werden. Bei komplexen Geometrien, Prototypen und Qualitätsprüfungen kann die Fertigung mehrere Wochen dauern. Eine klare Definition der Anforderungen verkürzt die Bearbeitungszeit.
5. Kann Aluminium nach dem Schneiden beschichtet werden?
Ja. Eloxieren verstärkt die natürliche Oxidschicht und verleiht dem Bauteil eine gleichmäßige Oberfläche. Pulverbeschichtung ermöglicht farbliche Gestaltung und zusätzlichen mechanischen Schutz. Wichtig ist, dass die Schnittkanten sauber sind, damit die Beschichtung gleichmäßig haftet.
6. In welchen Branchen wird Aluminiumbearbeitung angewendet?
Aluminiumteile kommen im Maschinen- und Anlagenbau, im Fahrzeug- und Aufzugsbau, in der Elektrotechnik, Medizintechnik, Energie- und Infrastrukturbranche sowie im Design‑ und Architekturumfeld zum Einsatz. Sie schätzen das geringe Gewicht, die Korrosionsbeständigkeit und die einfache Bearbeitung des Metalls.
7. Welche Rolle spielen moderne Technologien für die Zukunft?
Leistungsstarke Laser, digitale Vernetzung, additive Fertigung und nachhaltige Betriebsmittel verändern die Aluminiumverarbeitung grundlegend. Unternehmen, die in diese Technologien investieren, profitieren von höherer Effizienz, geringeren Kosten und einer besseren Umweltbilanz.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?


