Laserschneider für Metall – Technologie und Weiterverarbeitung

Ein Laserschneider für Metall ist heute mehr als ein isoliertes Werkzeug. Der Beitrag erklärt, wie Laser funktionieren, welche Laserarten (CO₂, Faser, Nd:YAG, UV) es gibt, welche Toleranzen typischerweise erreicht werden, wie Sie das passende System auswählen und wie Metall biegen nach dem Schnitt optimal vorbereitet wird. Sie erhalten Checklisten für Anfragen, Richtwerte für Biegeradien und Hinweise zur Integration in automatisierte Fertigungslinien.
Moderne Laserschneider für Metall haben die Fertigung nachhaltig verändert. Sie schneiden Bleche aus Stahl, Edelstahl, Aluminium oder Kupfer mit hoher Präzision und ermöglichen komplexe Formen ohne mechanische Belastung. Dabei sorgen CNC‑Steuerungen dafür, dass Bauteile reproduzierbar und effizient entstehen. Viele Entscheider sehen den Laser jedoch isoliert als Schneidwerkzeug. Für einen wirtschaftlichen Prozess ist es entscheidend, die Technologie zu verstehen, die richtige Maschine zu wählen und die Weiterverarbeitung wie Biegen, Schweißen oder Beschichten frühzeitig einzuplanen. Dieser Artikel richtet sich an technische Einkäufer, Konstrukteure und Projektleiter, die fundierte Entscheidungen treffen wollen. Sie erfahren, wie Laserquellen arbeiten, welche Toleranzen realistisch sind, wann ein CO₂‑, Faser‑ oder Nd:YAG‑Laser die beste Wahl ist und welche Parameter beim Metall biegen im Anschluss zu beachten sind.
Funktionsprinzip moderner Laserschneider
Grundprinzip des Laserschnitts
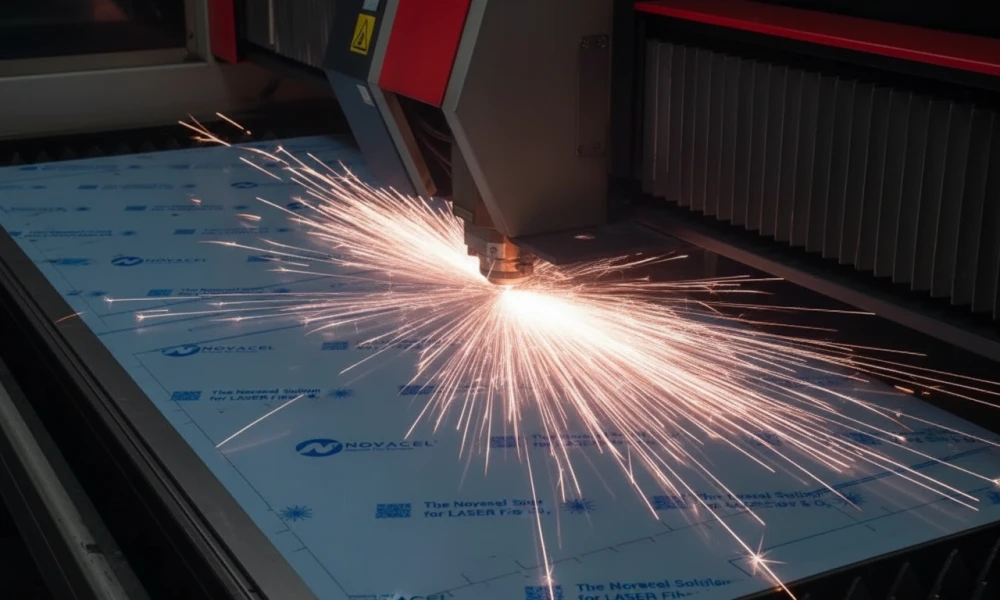
Ein Laser („Light Amplification by Stimulated Emission of Radiation“) erzeugt einen kohärenten Lichtstrahl, der extrem fokussiert werden kann. Beim Laserschneiden wird diese Energie genutzt, um das Material entlang einer programmierten Bahn zu schmelzen, verdampfen oder zu verbrennen. Der Prozess besteht aus drei Schritten: Zunächst absorbiert das Werkstück den Photonenstrom; danach wandelt sich die aufgenommene Energie in Wärme um, die den Schmelz‑ oder Verdampfungspunkt des Metalls überschreitet; schließlich wird das geschmolzene oder verdampfte Material durch Prozessgas aus der Schnittfuge gedrückt. Dieses berührungslose Verfahren verhindert mechanische Verformungen und ermöglicht engste Schnittfugen.
Aufbau einer Laserschneidanlage
Eine typische Laserschneidanlage besteht aus mehreren Komponenten:
- Laserresonator: Er erzeugt den Lichtstrahl mittels stimulierter Emission. Je nach Technik handelt es sich um einen CO₂‑, Faser‑ oder Festkörperresonator. Das Medium bestimmt die Wellenlänge und damit die Absorption im Material.
- Strahlführung: Spiegel oder Lichtleitfasern transportieren den Strahl zur Schneidoptik. Bei Faserlasern übernimmt ein Glasfaserkabel diese Funktion; bei CO₂‑Lasern leiten Spiegel den Strahl durch das Maschinengehäuse.
- Schneidkopf: Eine Fokussierlinse konzentriert den Strahl auf einen Durchmesser von rund 0,1–0,3 mm und erzeugt Leistungsdichten von mehreren Megawatt pro Quadratzentimeter. Eine Düse führt das Prozessgas zu, das Schlacke austreibt und die Linse vor Partikeln schützt. Mit einer präzisen Z‑Achs‑Regelung wird der Abstand zwischen Düse und Werkstück konstant gehalten.
- CNC‑Bewegungssystem: Servomotoren oder lineare Antriebe bewegen den Schneidkopf oder den Arbeitstisch entlang der programmierten Konturen. Moderne Systeme erreichen Wiederholgenauigkeiten im Mikrometerbereich.
- Steuerung und Software: CAD‑Dateien werden in G‑Code übersetzt, der die Bewegungs- und Laserparameter steuert. Nesting‑Software platziert mehrere Bauteile optimiert auf einer Tafel, um den Materialverschnitt zu minimieren.

Schneidmechanismen und Prozessparameter
Beim Laserschneiden unterscheidet man verschiedene Mechanismen, die abhängig von Material und Gaswahl eingesetzt werden:
- Schmelzschneiden (Fusion Cutting): Das Material wird lokal geschmolzen, und ein inert Gas – meist Stickstoff – bläst die Schmelze aus. Dieses Verfahren produziert saubere, oxidfreie Schnittkanten und wird für Edelstahl und Aluminium bevorzugt.
- Flammschneiden (Oxidationsschneiden): Mit Sauerstoff als Prozessgas wird der Werkstoff zusätzlich oxidiert. Die entstehende Reaktionswärme erhöht die Schneidgeschwindigkeit. Dieses Verfahren eignet sich für dicke Kohlenstoffstähle, erzeugt jedoch eine Oxidschicht auf der Schnittkante.
- Sublimationsschneiden (Vaporization): Der Laser verdampft das Material direkt. Es wird für feine Anwendungen und nichtmetallische Werkstoffe eingesetzt. Die Hitze‑Einflusszone ist gering, das Verfahren aber weniger üblich bei Metall.
- Kaltbearbeitung (Femtosekunden‑ oder UV‑Laser): Ultrakurzpuls‑Laser entfernen Material durch photo-physikalische Ablation. Es entsteht praktisch keine Wärme. Diese Technik ist teuer und wird bei Medizintechnik und Elektronik eingesetzt, weniger in der klassischen Blechbearbeitung.
Die wichtigsten Prozessparameter sind Laserleistung, Fokusposition, Schneidgeschwindigkeit, Gasart und Gasdruck. Eine höhere Leistung ermöglicht schnelleres Schneiden, führt jedoch zu einer größeren Wärmeeinflusszone. Die Fokusposition beeinflusst die Schnittfuge und Oberflächenqualität; sie sollte knapp unter der Materialoberfläche liegen. Die Schneidgeschwindigkeit ist so zu wählen, dass das Material vollständig durchtrennt wird, ohne dass übermäßiger Grat entsteht. Stickstoff erzeugt hochwertige Kanten, während Sauerstoff mehr Geschwindigkeit ermöglicht. Die Gasdüse und der Abstand zur Oberfläche bestimmen, wie effizient Schlacke entfernt wird und wie stabil der Prozess läuft.
Vorteile und Grenzen der Lasertechnologie
Die Vorteile von Laserschneidern liegen in der hohen Präzision (typische Toleranzen um ±0,1 mm), einer schmalen Kerbbreite (0,1–0,4 mm), hoher Wiederholgenauigkeit und der Möglichkeit, komplexe Geometrien ohne Werkzeugwechsel zu schneiden. Da der Prozess berührungslos ist, treten kaum mechanische Spannungen auf und dünne Bleche verziehen sich weniger. Der automatisierbare Materialtransport und die Möglichkeiten des Nestings verringern den Verschnitt. Limitierend sind die Investitionskosten, die Abhängigkeit von gut ausgebildetem Personal für Wartung und Programmierung sowie die maximal wirtschaftliche Blechdicke. Bei sehr dicken Blechen (>25 mm) oder hochreflektiven Metallen stoßen Standardmaschinen an ihre Grenzen; hier sind andere Verfahren wie Wasserstrahl oder Plasmaschneiden manchmal wirtschaftlicher.
Laserarten und ihre Eigenschaften
Ein wesentlicher Schritt bei der Auswahl eines Laserschneiders ist die Entscheidung für die passende Laserquelle. Die gängigsten Technologien – CO₂, Faser sowie Nd:YAG/Disc und UV/Femtosekunden – unterscheiden sich in Wellenlänge, Energieeffizienz, Schnittgeschwindigkeit und Toleranz. Im Folgenden werden die wichtigsten Eigenschaften erläutert.
CO₂‑Laser – Allrounder mit langer Tradition
CO₂‑Laser erzeugen Strahlung bei einer Wellenlänge von rund 10,6 µm. Sie sind seit Jahrzehnten im Einsatz und gelten als robuste und vielseitige Maschinen. Im Gasgemisch aus Kohlendioxid, Stickstoff und Helium wird der Laserstrahl erzeugt und über Spiegel zum Schneidkopf geleitet. Diese Technologie schneidet neben Metallen auch Holz, Kunststoffe, Leder und Acryl. Vorteile sind die gute Schnittqualität bei dicken Blechen (über 20 mm) und die geringe Anschaffungskosten im Vergleich zu Faserlasern. Allerdings liegt die Energieeffizienz nur bei etwa 10–15 % – ein Großteil der elektrischen Energie wird in Wärme umgesetzt. Der Stromverbrauch eines 1 kW‑CO₂‑Lasers liegt in der Praxis oft bei 4–6 kW. Zudem benötigen CO₂‑Laser regelmäßige Wartung: Die resonatorischen Spiegel und das Gasgemisch müssen justiert oder ausgetauscht werden. In dünnen Blechen und bei hochreflektiven Metallen wie Kupfer oder Messing ist der Wirkungsgrad gering und die Schnittgeschwindigkeit vergleichsweise langsam. Typische Toleranzen bewegen sich bei ±0,1 mm für dünne Bleche; bei starken Blechen können sie bis ±0,5 mm steigen.
Faserlaser – Effizienz und Geschwindigkeit für Metalle
Faserlaser arbeiten mit einer Wellenlänge um 1,06 µm. Der Laserstrahl wird durch dotierte Glasfasern erzeugt und geleitet. Diese Technologie hat die Metallbearbeitung revolutioniert. Dank der kurzen Wellenlänge wird Licht von Metallen sehr gut absorbiert. Das ermöglicht Schnittgeschwindigkeiten, die bei dünnen Blechen (bis etwa 10 mm) zwei‑ bis viermal höher sind als bei CO₂‑Lasern. Die elektrische Effizienz liegt bei über 30 % – also dreimal so hoch wie bei CO₂‑Systemen. Dadurch sind Faserlaser deutlich energie‑ und kosteneffizienter im Betrieb. Zudem sind sie nahezu wartungsfrei, weil es keine optischen Spiegel und keine Gaszufuhr gibt. Selbst hochreflektive Metalle wie Kupfer oder Messing lassen sich ohne Beschädigung der Optik schneiden. Typische Toleranzen liegen zwischen ±0,05 mm und ±0,2 mm, wobei im Präzisionsbereich sogar ±0,025 mm erreicht werden können. Nachteile: Die Anschaffungskosten sind höher, und bei sehr dicken Blechen (>30 mm) kann die Schnittkante geringfügig rauer und weniger senkrecht als bei einem CO₂‑Laser ausfallen. Für Beschichtungen oder Vinyloberflächen sind Faserlaser weniger geeignet, weil sie empfindliche Materialien schneller erhitzen. Aufgrund der hohen Leistungsdichte ist ein strenger Laserschutz erforderlich.
Nd:YAG‑ und Scheibenlaser – Spezialisten für hohe Anforderungen
Festkörperlaser wie Nd:YAG und Scheibenlaser erzeugen Licht mit ähnlicher Wellenlänge wie Faserlaser, besitzen jedoch andere resonatorische Aufbauten. Nd:YAG‑Laser liefern sehr hohe Spitzenleistungen in kurzen Pulsen und eignen sich hervorragend für Präzisionsanwendungen wie Mikrobohren, Markieren und das Schneiden von Titan oder hochlegierten Stählen. Sie erreichen Toleranzen von ±0,025 mm bis ±0,15 mm. Scheibenlaser vereinen die Vorteile von CO₂‑ und Faserlasern: Sie liefern eine gute Strahlqualität bei solider Energieeffizienz und eignen sich sowohl für dicke Bleche als auch für reflektive Materialien. Ihr Einsatz lohnt sich vor allem dort, wo höchste Präzision bei unterschiedlichen Materialstärken gefragt ist. Allerdings sind Anschaffung und Wartung teurer, weshalb diese Technologie eher in Spezialindustrien wie Luft‑ und Raumfahrt, Medizintechnik und Turbinenfertigung zu finden ist.
UV‑ und Femtosekundenlaser – Hochpräzision für Mikrostrukturen
UV‑Laser arbeiten mit ultravioletten Wellenlängen (~355 nm) und entfernen Material durch photochemische Ablation, ohne es thermisch zu schädigen. Die erreichbaren Toleranzen reichen bis ±0,01 mm. Femtosekundenlaser liefern extrem kurze Pulse (10⁻¹⁵ s) und erzielen Toleranzen im Mikrometerbereich. Beide Technologien eignen sich für hochpräzise Anwendungen in Elektronik, Medizintechnik und Mikromechanik. Aufgrund ihres hohen Preises und der geringen Schnittgeschwindigkeiten kommen sie in der klassischen Blechtechnik kaum zum Einsatz.
Zusammenfassung der Laserarten
Um die Wahl zu erleichtern, finden Sie hier die wichtigsten Eigenschaften der Laserarten in einer kurzen Übersicht:
- CO₂‑Laser: Geeignet für dicke Bleche und nichtmetallische Materialien; toleriert ±0,1 mm bis ±0,5 mm; moderate Anschaffungskosten; hoher Energieverbrauch; regelmäßige Wartung erforderlich.
- Faserlaser: Perfekt für dünne und mittlere Metalle; Energieeffizienz über 30 %; Schnittgeschwindigkeit 2–4 mal höher als CO₂‑Laser; Toleranz ±0,05 mm bis ±0,2 mm; wartungsarm; höhere Investitionskosten; bei sehr dicken Blechen geringere Schnittqualität.
- Nd:YAG/Scheibenlaser: Hohe Spitzenleistung und Präzision (±0,025 mm bis ±0,15 mm); geeignet für Spezialmaterialien und dicke Bleche; hohe Kosten und komplexe Wartung.
- UV/Femtosekundenlaser: Präzision bis ±0,005 mm; Anwendung bei Mikrotechnik und Medizin; geringe Schnittgeschwindigkeit; sehr hohe Anschaffungskosten.
Entscheidungsfaktoren bei der Wahl des Laserschneiders
Materialtyp und Werkstückdicke
Die Art des Metalls beeinflusst, welche Laserquelle sinnvoll ist. CO₂‑Laser können sowohl Metalle als auch Nichtmetalle bearbeiten und sind bei dickem Baustahl (>25 mm) im Vorteil. Faserlaser schneiden dünne bis mittelstarke Bleche (<10 mm) aus Stahl, Edelstahl, Aluminium und Kupfer besonders schnell und präzise. Nd:YAG‑ oder Scheibenlaser werden eingesetzt, wenn sehr harte oder reflektierende Legierungen wie Titan oder Nickelbasiswerkstoffe zu bearbeiten sind. Die Blechdicke bestimmt ebenfalls das optimale System: Bei sehr dünnen Blechen kann ein zu hoher Leistungsfokus Material verformen, während dicke Bleche einen Laser mit ausreichender Leistung und längerer Wellenlänge erfordern. Generell gilt: Je dicker das Blech, desto größer wird die Schnittfuge, die Rauheit und die Toleranz.
Schnittgeschwindigkeit und Energieeffizienz
Ein wesentlicher wirtschaftlicher Faktor ist die Produktivität pro Stunde. Faserlaser erreichen Schnitte, die bei Blechen bis 10 mm zwei‑ bis viermal schneller sind als bei CO₂‑Lasern, und verbrauchen dabei nur 30–50 % der Energie eines CO₂‑Systems. Bei mittleren und höheren Blechdicken (>20 mm) sind die Geschwindigkeitsunterschiede geringer; hier kann ein leistungsstarker CO₂‑Laser vorteilhaft sein, weil er die Wärme tiefer ins Material einbringt und glattere Kanten erzeugt. Nd:YAG‑Laser eignen sich für schnelle Punktbearbeitung, beispielsweise beim Lochbohren, sind aber im kontinuierlichen Schnitt langsamer. Die Betriebskosten setzen sich aus Energieverbrauch, Gasverbrauch und Wartung zusammen. Wer langfristig plant, sollte die niedrigeren Energiekosten eines Faserlasers gegen dessen höheren Kaufpreis rechnen.
Qualitätsanforderungen und Toleranzen
Die geforderte Passgenauigkeit bestimmt die technische Wahl. Bei allgemeinen Blechbauteilen reichen Toleranzen im Bereich ±0,1 mm bis ±0,3 mm – hier können sowohl CO₂‑ als auch Faserlaser eingesetzt werden. Für hochpräzise Teile mit Toleranzen unter ±0,05 mm ist ein Faserlaser oder ein Nd:YAG‑System sinnvoll. In der Mikrotechnik und Medizintechnik, wo Mikrometerpräzision erforderlich ist, kommen UV‑ oder Femtosekundenlaser zum Einsatz. Beachten Sie, dass enge Toleranzen auch höhere Anforderungen an das Spannsystem, die Maschinengeometrie und die Materialqualität stellen. Ein qualitativ hochwertiger Laser allein garantiert keine Präzision, wenn Materialverzug, verschmutzte Optik oder unzureichende Lagerung die Ergebnisse verschlechtern.
Investitions‑ und Betriebskosten
Beim Maschinenkauf sollte nicht nur der Anschaffungspreis betrachtet werden. Ein günstiger CO₂‑Laser kann im Betrieb durch hohen Stromverbrauch, Gasbedarf und Wartungskosten teurer werden. Ein Faserlaser ist in der Anschaffung teurer, amortisiert sich aber durch geringere Energiekosten und nahezu wartungsfreien Betrieb oft innerhalb weniger Jahre. Nd:YAG‑ und Scheibenlaser erfordern hohe Investitionen und sind nur dann sinnvoll, wenn die Anforderungen eine außergewöhnlich hohe Präzision oder Materialvielfalt rechtfertigen. Neben dem Kaufpreis sollten Sie die Kosten für Schulung, Laserschutz, Raumlüftung und Wartungskonzepte berücksichtigen.
Sicherheit und Laserschutz
Laser erzeugen hochenergetische Strahlen, die bei direktem oder reflektiertem Kontakt schwere Augenschäden oder Verbrennungen verursachen können. Deshalb sind Schutzgehäuse, Sicherheitsverriegelungen und Laserschutzbrillen Pflicht. Faserlaser und ND:YAG‑Systeme gelten aufgrund der höheren Strahlintensität als Gefahrenklasse 4. CO₂‑Laser haben längere Wellenlängen und sind hinsichtlich der Augengefahr weniger kritisch, aber auch hier sind Schutzmaßnahmen erforderlich. Eine ordnungsgemäße Unterweisung des Personals und die Einhaltung von Normen wie ANSI Z136 oder ISO 11553 sind zwingend. Zudem sollten Abzüge und Filteranlagen vorhanden sein, um Emissionen abzuführen. Beim Flammschneiden können Oxidationsgase entstehen; diese müssen abgesaugt werden.
Integration der Laserbearbeitung in die Prozesskette
Vom Laser zum Biegen: Warum Weiterverarbeitung wichtig ist
In der industriellen Realität steht der Laserschneider selten allein. Teile werden nach dem Zuschnitt häufig gebogen, gerundet, geschweißt oder beschichtet. Je besser die Prozesse aufeinander abgestimmt sind, desto geringer ist der Aufwand für Nacharbeit und Logistik. Moderne Fertigungsbetriebe integrieren Laserschneider mit CNC‑Abkanten, Rundbiegen, Roboterzellen zum Schweißen und automatischen Handling‑Systemen. Dies minimiert Transportzeiten, reduziert Fehlerquellen und erhöht die Wiederholgenauigkeit. Die Analyse automatisierter Fertigungslinien zeigt, dass fortschrittliche Laserschneidmaschinen, CNC‑Biegesysteme und Roboterzellen das Rückgrat der modernen Blechfertigung bilden; sie steigern den Durchsatz, reduzieren Ausschuss und sichern gleichbleibende Qualität. Für Unternehmen in Branchen wie Elektronik, Fahrzeugbau und Energietechnik ist diese Automatisierung mittlerweile eine Voraussetzung, um wettbewerbsfähig zu bleiben.
Digitalisierung und künstliche Intelligenz in der Blechfertigung
Die nächste Stufe der Integration betrifft die Digitalisierung. Fortschrittliche Systeme verbinden CAD‑Konstruktion, Materialverwaltung, Laserprogrammierung und Biegeprozesse in einer digitalen Prozesskette. KI‑gestützte Prüfungen erkennen Oberflächendefekte und Maßabweichungen in Echtzeit, sodass Ausschuss frühzeitig aussortiert wird. Predictive Maintenance analysiert Maschinendaten und prognostiziert Ausfälle, bevor sie passieren, wodurch ungeplante Stillstände vermieden werden. Digitale Nesting‑Programme berechnen, wie Blechteile optimal auf Tafeln verteilt werden, um den Materialverschnitt zu minimieren. 3D‑Modelle werden direkt in Schnitt‑ und Biegeprogramme umgesetzt, was die Durchlaufzeiten verkürzt und die Materialausnutzung verbessert. Die intelligente Vernetzung von Maschinen (Industrial IoT) schafft transparente, flexible Fertigungsumgebungen, in denen Produktionsstatus, Qualität und Energieverbrauch lückenlos überwacht werden können.
Automations- und Roboterlösungen
Automatisierte Materialzuführungen, Palletizer und Be- und Entladeeinheiten beschleunigen das Rüsten des Laserschneiders. Roboterarme übernehmen das Entladen der geschnittenen Teile und transportieren sie direkt zur Biegemaschine, wo Abkantpressen mit Mehrfachanschlag präzise Winkel fertigen. In hochautomatisierten Zellen positionieren Roboter die Bleche, drehen sie um und lagern Fertigteile ab. Diese Systeme steigern die Produktivität und schützen Mitarbeitende vor schweren Lasten. Für Kleinserien und variantenreiche Aufträge sind flexible Greifersysteme erhältlich, die sich rasch an unterschiedliche Geometrien anpassen lassen. Solche Lösungen erfordern eine umfassende Programmierung und die Vernetzung aller Anlagen, ermöglichen aber höchste Effizienz bei gleichzeitiger Qualitätskontrolle.
Nachhaltigkeit und Energieeffizienz
Die Energieeffizienz der Fertigung spielt eine immer größere Rolle. Faserlaser verbrauchen deutlich weniger Strom als CO₂‑Laser; sie bieten daher nicht nur wirtschaftliche, sondern auch ökologische Vorteile. Zudem helfen moderne Nesting‑Algorithmen und digitale Planungssysteme dabei, Materialabfälle zu reduzieren. Bei der Weiterverarbeitung kann der Einsatz von Rekuperationssystemen an Abkantpressen oder Bremsenergie‑Rückgewinnung den Energieverbrauch senken. Hersteller, die ihre Prozesse digital überwachen, können Energie‑ und Ressourceneinsparungen transparent dokumentieren und damit nachhaltige Fertigungsweisen fördern.
Biegeradien, K‑Faktor und Konstruktionshinweise
Richtwerte für Innenradien und Materialwahl
Nach dem Laserschnitt folgt häufig das Abkanten oder Rundbiegen. Ein zu kleiner Biegeradius kann zum Riss führen; ein zu großer Radius vergrößert den Materialbedarf und beeinflusst die Bauform. Die folgenden Richtwerte fassen empfohlene Innenradien für unterschiedliche Blechdicken und Materialien zusammen. Diese Werte basieren auf praxiserprobten Tabellen und gelten für frei gebogene 90°‑Winkel.
- 0,5 mm Blechdicke: Stahl 0,5 – 1,7 mm; Edelstahl 0,5 – 1,8 mm; Aluminium 1,3 – 2,1 mm.
- 1,0 mm Blechdicke: Stahl 1,0 – 2,5 mm; Edelstahl 1,0 – 2,5 mm; Aluminium 2,0 – 3,0 mm.
- 3,0 mm Blechdicke: Stahl 3,0 – 6,3 mm; Edelstahl 3,0 – 7,0 mm; Aluminium 3,8 – 7,5 mm.
- 4,0 mm Blechdicke: Stahl 4,0 – 8,0 mm; Edelstahl 4,0 – 9,0 mm; Aluminium 5,0 – 9,5 mm.
- 6,0 mm Blechdicke: Stahl 6,0 – 11,8 mm; Edelstahl 6,0 – 13,0 mm; Aluminium 7,5 – 15,0 mm.
Diese Liste veranschaulicht, dass der Innenradius meist mindestens das Ein‑ bis Zweifache der Blechdicke betragen sollte. Für hochfeste Stähle und Edelstähle ist eher der obere Bereich zu wählen, da diese Materialien spröder sind. Aluminium weist eine höhere Duktilität auf, dennoch sollten die Radien großzügig dimensioniert werden, um Oberflächenmarkierungen zu vermeiden. Bei Luftbiegen entstehen in der Regel etwas größere Radien als beim Prägebiegen, da das Werkzeug die Blechkontur nicht vollständig formt.
K‑Faktor und Berechnung des minimalen Biegeradius
Um den notwendigen Biegeradius genauer zu bestimmen, wird der K‑Faktor herangezogen. Er beschreibt, an welcher Position zwischen Innen‑ und Außenkante die neutrale Faser liegt – also jener Bereich im Material, der beim Biegen weder gestreckt noch gestaucht wird. Für Baustahl liegt der K‑Faktor häufig zwischen 0,3 und 0,4, für Edelstahl zwischen 0,4 und 0,5 und für Aluminium zwischen 0,4 und 0,6. Die Formel zur Abschätzung des minimalen Biegeradius lautet:
Innenradius = K × Blechdicke
Bei einem 3 mm dicken Edelstahlblech und einem typischen K‑Faktor von 1,25 ergibt sich beispielsweise ein minimaler Innenradius von 3,75 mm. Diese Berechnung ist jedoch nur eine Annäherung, weil Faktoren wie Biegewinkel, Werkzeuggeometrie, Biegeverfahren (Luftbiegen vs. Gesenkbiegen), die Rollrichtung des Blechs und der Werkstoff eine Rolle spielen. Für präzise Ergebnisse sollten Sie eine Biegeprobe durchführen oder die Datenblätter des Materiallieferanten konsultieren.
Einflussfaktoren und typische Herausforderungen beim Biegen
- Materialeigenschaften: Härte, Dehngrenze und Zähigkeit beeinflussen, wie stark das Material beim Biegen nachgibt. Hochfeste Stähle und Federstähle benötigen größere Radien und höhere Kräfte. Rostfreie Stähle tendieren eher zu Rissbildung, wenn der Radius zu klein gewählt wird.
- Blechdicke: Mit zunehmender Dicke nimmt die erforderliche Biegekraft zu, und der minimale Radius vergrößert sich. Bei sehr dünnen Blechen besteht die Gefahr des Ausknickens oder Faltenwurfes; hier helfen Oberwerkzeuge mit entsprechender Geometrie.
- Biegewinkel: Kleinere Winkel (<90°) erfordern in der Regel kleinere Radien; bei 180°‑Umlenkungen werden größere Radien benötigt, um Beschädigungen zu vermeiden.
- Rückfederung: Nach dem Biegen springt das Material etwas zurück. Dieser Effekt ist bei weichen Metallen wie Aluminium ausgeprägter als bei hochfesten Stählen. Die Biegekraft und das Überbiegen müssen so angepasst werden, dass der Endwinkel stimmt.
- Werkzeugwahl und -zustand: Der Radius des Stempels und die Öffnung der Matrize bestimmen den entstehenden Biegeradius. Abgenutzte oder beschädigte Werkzeuge führen zu ungleichmäßigen Radien.
- Rollingrichtung: Biegt man parallel zur Walzrichtung, erhöht sich das Risiko von Rissen. Bei empfindlichen Materialien sollte quer zur Walzrichtung gebogen werden.
Konstruktionstipps für Teile, die nach dem Laserschnitt gebogen werden
- Loch‑ und Kantabstände: Bohrungen, Aussparungen oder Schlitze sollten einen ausreichenden Abstand zur Biegelinie aufweisen. Ein Richtwert lautet: mindestens das 2,5‑fache der Blechdicke plus den Biegeradius als Abstand lassen. Dadurch wird verhindert, dass sich das Material um die Lochkante verzieht.
- Kerbbreite einplanen: Beim Laserschneiden entsteht eine Kerbe, die in der Konstruktion berücksichtigt werden muss. Je nach Blechdicke liegt sie bei 0,1–0,4 mm. Das Maß der Platine sollte deshalb um die halbe Schnittfuge pro Seite reduziert werden.
- Gleichmäßiger Biegeradius: Vermeiden Sie unterschiedliche Radien innerhalb eines Bauteils, wenn dies ohne Funktionseinbußen möglich ist. So können die Werkzeuge ohne Umbau verwendet werden und die Produktion wird kostengünstiger.
- Rundungen und Übergänge: Innen‑ und Außenkanten sollten mit kleinen Fasen oder Radien versehen werden, um Spannungsrisse zu verhindern. Scharfe Ecken neigen zu Kerbwirkung und können bei der Montage brechen.
- Reihenfolge der Bearbeitung: Planen Sie, ob Biegen vor oder nach der Oberflächenbehandlung erfolgt. Pulverbeschichtete Teile lassen sich schlechter biegen; eine Lackierung sollte erst nach dem Umformen erfolgen.
Qualitätskontrolle und typische Fehlerbilder

Wichtige Prüfmerkmale
- Maßhaltigkeit: Die Einhaltung der vorgegebenen Toleranzen wird mit Messschiebern, Koordinatenmessgeräten oder optischen Systemen kontrolliert. Kritische Abmessungen sind Schnittkanten, Lochdurchmesser und Biegewinkel.
- Oberflächenrauheit: Ein wichtiger Indikator für die Schnittqualität. Rauheitsmessgeräte (Taktil oder optisch) prüfen Parameter wie Ra oder Rz. Eine glatte Schnittfläche (niedriger Rz‑Wert) ist notwendig, wenn keine weitere Bearbeitung vorgesehen ist.
- Winkelgenauigkeit: Beim Biegen ist der korrekte Endwinkel entscheidend. Winkelmessgeräte oder digitale Schieber messen Abweichungen. Rückfederung sollte im Programm kompensiert werden.
- Kantenqualität: Übermäßige Gratbildung, Mikrorisse oder Anlauffarben deuten auf falsche Parameter hin. Nachträgliches Entgraten oder Kantenverrunden kann erforderlich sein.
- Verzug und Ebenheit: Durch thermische Einflüsse und Spannungen kann sich das Bauteil verziehen. Eine Planheitskontrolle mit Lineal oder Messrahmen ist sinnvoll, besonders bei großen Blechen.
Fehlerquellen beim Laserschneiden
- Falsche Fokuslage: Ein zu hoch oder zu tief gesetzter Fokus führt zu breiten Schnittfugen oder unsauberen Kanten.
- Unzureichende Leistung: Wenn die Laserleistung zu niedrig eingestellt ist, wird das Material nicht vollständig durchtrennt; es entsteht ein Anschmelzen oder Steg.
- Zu hohe Geschwindigkeit: Eine zu hohe Vorschubgeschwindigkeit lässt den Laserstrahl hinter der Schneidfront zurückbleiben und verursacht Gratbildung.
- Verschmutzte Optik: Staub und Partikel auf der Fokussierlinse streuen den Strahl und verschlechtern die Schnittqualität. Regelmäßige Reinigung ist unerlässlich.
- Fehlerhafte Gaszufuhr: Ein unpassender Gasdruck oder eine falsche Düse können die Schmelze nicht ausreichend ausblasen. Das führt zu Aufwürfen und Spritzern an der Unterseite des Werkstücks.
Fehlerquellen beim Biegen
- Falsche Werkzeugauswahl: Ein unpassender Stempelradius oder eine zu kleine Matrizenöffnung führen zu rissigen oder eingequetschten Kanten.
- Ungenügende Kraftreserve: Zu kleine Abkantpressen erreichen nicht das erforderliche Moment; es kommt zu Abweichungen im Winkel.
- Verschleiß: Abgenutzte Werkzeuge oder defekte Anschläge erzeugen unterschiedliche Radien und Winkeltoleranzen.
- Fehlerhafte Programmierung: Nicht berücksichtigte Rückfederung, falsche Abkantreihenfolge oder unpassende Geschwindigkeiten verursachen Maßabweichungen.
Checklisten für die Angebotsanfrage und Konstruktion
Checkliste für Anfragen an den Fertigungspartner
- Materialinformationen: Geben Sie die Legierung (z. B. S235, 1.4301, EN AW 5754), die Materialdicke und den Zustand (warm‑ oder kaltgewalzt) an.
- Stückzahlen und Losgrößen: Definieren Sie, ob Prototypen, Kleinserie oder Großserie benötigt werden. Größere Lose können die Einrichtungskosten relativieren.
- Zeichnungen und CAD‑Daten: Stellen Sie 2D‑Zeichnungen (DXF/DWG) mit Maßen, Toleranzen und Biegeradien zur Verfügung. 3D‑Modelle erleichtern das Verständnis von Biegereihenfolge und Montage.
- Toleranzanforderungen: Geben Sie die gewünschte ISO‑9013‑Qualitätsklasse (1–4) sowie die Toleranzklasse nach ISO 2768 (f, m, c, v) an. So weiß der Fertiger, welche Präzision erwartet wird.
- Kantenbearbeitung: Falls Entgraten, Kantenverrunden oder Fasenschleifen gewünscht sind, sollte dies in der Anfrage stehen.
- Biegevorgaben: Definieren Sie Winkel, Innenradien, Biegerichtung (quer oder parallel zur Walzrichtung) und die Reihenfolge der Biegungen.
- Oberflächenbehandlung: Nennen Sie gewünschte Nachbehandlungen wie Pulverbeschichtung, Schleifen, Bürsten, Eloxieren oder Verzinken.
- Zertifizierungen und Normen: Für sicherheitsrelevante Bauteile können Normen wie DIN 2303 oder Prüfnachweise verlangt werden. Diese sollten in der Anfrage aufgeführt werden.
- Liefertermin und Logistik: Geben Sie den gewünschten Liefertermin und eventuelle Verpackungsvorschriften an.
Checkliste für Konstrukteure und Entwickler
- Radien und Biegereihenfolge planen: Legen Sie Biegeradien gemäß Material und Dicke fest und halten Sie Abstände zu Löchern, Gewinden und Schweißnähten ein.
- Nesting optimieren: Berücksichtigen Sie die Schnittfuge in der Platinenplanung, um Passungen zu gewährleisten und Verschnitt zu reduzieren.
- Prototypen nutzen: Für kritische Bauteile empfiehlt sich ein Prototyp, um Biege- und Schnittparameter zu validieren.
- Montagereihenfolge beachten: Stellen Sie sicher, dass Biegungen, Schweißnähte und Gewinde in der richtigen Reihenfolge vorgenommen werden, um Spannungen und Verzug zu vermeiden.
- Materialrichtung markieren: Geben Sie die Walzrichtung im CAD‑Modell an, damit die Fertigung den Biegeverlauf korrekt ausrichten kann.
- Toleranzfelder wählen: Wählen Sie Toleranzen, die für die Funktion ausreichend, aber nicht übermäßig eng sind – enge Toleranzen erhöhen die Fertigungskosten.
- Standardisierte Bauteile nutzen: Wo möglich, sollten Normteile und standardisierte Geometrien verwendet werden, um Kosten zu senken.

Anwendungsbeispiele aus der Praxis
Maschinenbau und Fahrzeugbau
Im Maschinenbau werden Laserschneider eingesetzt, um Gehäuse, Konsolen, Träger und Halter aus Stahl und Edelstahl präzise zuzuschneiden. Anschließend folgen Abkantprozesse, um die Bleche zu Profilen zu formen. Durch die hohe Präzision können Lagerbohrungen, Durchbrüche und Gewindelöcher bereits vor dem Biegen gelasert werden, was Montagezeiten verkürzt. Faserlaser werden hier bevorzugt, weil sie dünne und mittelstarke Bleche schnell und energieeffizient bearbeiten. Bei dicken Rahmenkomponenten setzt man oft CO₂‑ oder Scheibenlaser ein, um eine saubere Kante bei 20–30 mm Baustahl zu erreichen.
Medizintechnik und Feinmechanik
In der Medizintechnik sind die Anforderungen an Präzision und Sauberkeit extrem hoch. Instrumente aus Edelstahl oder Titan werden oft mit Nd:YAG‑ oder Faserlasern geschnitten, um gratfreie Kanten und enge Toleranzen zu erzielen. Anschließend folgen Rundbiegen und Feinschleifen. Für Implantate, Stents und chirurgische Werkzeuge kommen sogar Femtosekundenlaser zum Einsatz, die minimalen Wärmeeintrag gewährleisten. Die Bauteile werden nach dem Schnitt häufig elektropoliert und sterilisiert.
Architektur und Innenausbau
Architekten nutzen Laserschneider für dekorative Fassadenelemente, Geländer oder Beschriftungen. Materialien wie Edelstahl, Aluminium und Cortenstahl werden in filigrane Formen geschnitten und anschließend gebogen oder gerundet. Die Pulverbeschichtung verleiht den Bauteilen Witterungsbeständigkeit. Durch die hohe Wiederholgenauigkeit der Laser können Serien von Dekorelementen produziert werden, die exakt zueinander passen. CO₂‑ und Faserlaser kommen gleichermaßen zum Einsatz, abhängig von Material und Materialstärke.
Elektronik und Energietechnik
Die Elektronik‑ und Energietechnik verlangt präzise Gehäuse, Kühler und Halterungen aus Aluminium oder dünnem Edelstahl. Faserlaser schneiden Leiterplatten‑Gehäuse, Batteriewannen und Montageplatten in großen Serien. Anschließend werden die Bauteile gebogen und oft mit Gewindebolzen versehen. Eine sorgfältige Planung des Biegeradius ist entscheidend, damit die Leiterplatten exakt passen. Moderne Fertigungslinien integrieren Laser, Biegepressen und Schweißroboter, um Gehäuse direkt zu montieren und zu prüfen.
Luft- und Raumfahrt
In der Luft‑ und Raumfahrt sind Gewicht, Festigkeit und Zuverlässigkeit entscheidend. Hier werden hochfeste Legierungen wie Titan oder Inconel mit Nd:YAG‑ oder Scheibenlasern geschnitten. Anschließend folgen komplexe Biege‑ und Formgebungsprozesse, die mithilfe von Mehrpunkt‑Servopressen präzise gesteuert werden. Die extreme Präzision der Laser und die minimalen Wärmeeinflüsse verhindern Materialversprödung. Komponenten wie Turbinenschaufeln, Strukturbauteile und Innenausstattungen profitieren von dieser Kombination.
Prototyping und Kleinserien
Für Prototypen und Kleinserien ist Flexibilität wichtig. Laserschneider ermöglichen es, ohne Werkzeugkosten sofort loszulegen. Entwicklern steht damit ein schnelles Verfahren zur Verfügung, um geometrische Varianten zu testen. Nach dem Schnitt können Baugruppen in kurzer Zeit gebogen und montiert werden. So lassen sich innerhalb weniger Tage funktionsfähige Muster herstellen. Insbesondere Start‑ups im Elektromobilitäts‑ oder Maschinenbaubereich nutzen diese Agilität, um rasch auf Marktanforderungen zu reagieren.
FAQ – Häufig gestellte Fragen
Was unterscheidet einen CO₂‑Laser von einem Faserlaser?
CO₂‑Laser verwenden ein Gasgemisch als Medium und arbeiten bei 10,6 µm. Sie sind vielseitig und schneiden auch nichtmetallische Materialien. Faserlaser nutzen dotierte Glasfasern, arbeiten bei 1,06 µm und sind energetisch effizienter, schneller und wartungsärmer. Sie eignen sich besonders für dünne bis mittlere Metalle. CO₂‑Laser sind hingegen bei dicken Blechen oder Materialien wie Holz und Kunststoff im Vorteil.
Wie dick kann ein Laserschneider Metall schneiden?
Die maximal wirtschaftliche Blechstärke hängt vom Lasertyp und der Leistung ab. CO₂‑Laser schneiden Baustahl bis etwa 25–30 mm, Faserlaser bis rund 30 mm bei hoher Leistung, wobei die Kantenqualität bei dicken Blechen etwas abnimmt. Für sehr dicke Platten oder Schweißkantenvorbereitung wird häufig auf Plasmaschneiden oder Autogenschneiden ausgewichen.
Welche Toleranzen sind beim Laserschneiden üblich?
Typische Toleranzen liegen bei ±0,05 mm bis ±0,2 mm für Faserlaser und ±0,1 mm bis ±0,5 mm für CO₂‑Laser. Für hochpräzise Anwendungen können Nd:YAG‑ oder Scheibenlaser Toleranzen von ±0,025 mm erreichen. Die tatsächliche Genauigkeit hängt von der Materialdicke, der Maschinenkalibrierung und den Umgebungsbedingungen ab.
Wovon hängt die Schnittgeschwindigkeit ab?
Die Schneidgeschwindigkeit wird durch die Laserleistung, die Materialdicke, die Legierungsart, den Fokuspunkt und das verwendete Gas bestimmt. Faserlaser sind bei dünnen Blechen (unter 10 mm) oft zwei bis viermal schneller als CO₂‑Laser. Bei dickeren Blechen nähern sich die Geschwindigkeiten einander an.
Wie wird der Biegeradius berechnet?
Der Biegeradius lässt sich mit der Formel Innenradius = K × Blechdicke abschätzen, wobei der K‑Faktor je nach Material variiert. Für Baustahl liegt er bei ca. 1,0 bis 1,2, für Edelstahl bei 1,2 bis 1,5 und für Aluminium bei 1,5 bis 2,0. Konkrete Werte hängen von Werkstoff, Biegeverfahren, Werkzeug und Walzrichtung ab.
Was ist der Unterschied zwischen Freiformbiegen, Luftbiegen und Gesenkbiegen?
Beim Freiformbiegen wird das Material allmählich über eine Werkzeugwalze gebogen; es eignet sich für große Radien oder konische Formen. Luftbiegen (Air Bending) nutzt einen V-förmigen Stempel und eine Matrize; der Stempel berührt das Material nur punktuell, weshalb der Radius von der Matrizenöffnung abhängt. Gesenkbiegen (Präge‑ oder Bottoming) drückt den Stempel das Blech vollständig in die Matrize; dadurch entstehen sehr genaue Radien und Winkel, erfordert aber hohe Kräfte und spezielle Werkzeuge.
Welche Prozessgase werden beim Laserschneiden verwendet und warum?
Es werden vor allem Stickstoff, Sauerstoff und in einigen Fällen Druckluft eingesetzt. Stickstoff verdrängt Sauerstoff und verhindert Oxidation; die Schnittkanten bleiben hell und gratfrei, was bei Edelstahl und Aluminium wichtig ist. Sauerstoff unterstützt eine exotherme Reaktion und erhöht die Schneidgeschwindigkeit bei Baustahl, erzeugt aber eine Oxidschicht. Druckluft kann bei einfachen Blechteilen wirtschaftlich sein, wird aber selten in der Serienfertigung eingesetzt.
Wie lässt sich die Schnittqualität verbessern?
Eine saubere Optik, korrekter Fokus, passende Gasdrucke und sorgfältige Wartung sind grundlegend. Regelmäßige Kalibrierung der Maschine, das Einhalten von empfohlenen Schneidgeschwindigkeiten und die Verwendung hochwertiger Materialien minimieren Gratbildung und Verzug. Bei dicken Blechen kann eine Vorwärmung sinnvoll sein, um Spannungen zu reduzieren. Eine abschließende Kantenverrundung oder Entgratung verbessert die Haptik und verringert das Verletzungsrisiko.
Welche Sicherheitsmaßnahmen sind bei Laserschneidern zu beachten?
Der Betrieb eines Lasers erfordert abgeschirmte Arbeitsbereiche, Laserschutzbrillen, Sicherheitsverriegelungen an Zugangstüren und eine Rauchgasabsaugung. Mitarbeiter müssen geschult werden, um Reflexionen und unkontrollierte Strahlung zu vermeiden. Warnleuchten und Not‑Aus‑Schalter sind obligatorisch. Zusätzlich sollten Zugänge zu den Anlagen nur autorisiertem Personal erlaubt werden.
Wie integrieren sich Laserschneiden und Biegen in automatisierte Fertigungslinien?
In modernen Smart Factories sind Laserschneider, Biegemaschinen, Schweißroboter und Handling‑Systeme digital vernetzt. Schnittprogramme und Biegeprogramme werden direkt aus dem 3D‑Modell abgeleitet. Roboter transportieren die Teile ohne Zwischenlagerung zur nächsten Station. Über IoT‑Sensoren überwacht das System den Zustand der Maschinen, optimiert die Ablaufreihenfolge und minimiert Stillstände. So entstehen skalierbare, flexible Fertigungslinien, die sowohl Prototypen als auch große Serien effizient herstellen können.
Technologie verstehen und Prozesse verzahnen
Ein Laserschneider für Metall ist ein zentraler Baustein der modernen Blechfertigung. Doch erst im Zusammenspiel mit intelligenter Steuerung, geeigneter Laserquelle und vorausschauender Weiterverarbeitung entsteht ein wirtschaftlicher Prozess. Faserlaser bieten hohe Effizienz und Schnelligkeit bei dünnen bis mittleren Blechen; CO₂‑Laser glänzen bei dicken Materialien und nichtmetallischen Anwendungen. Nd:YAG‑ und Scheibenlaser decken Spezialanwendungen ab. Wer Biegeradien, K‑Faktor und Materialeigenschaften berücksichtigt, vermeidet Risse und Passfehler beim späteren Biegen. Automatisierte Anlagen, digitale Vernetzung und KI‑gestützte Prüfungen verbessern die Qualität, reduzieren Ausschuss und schaffen nachhaltig effiziente Fertigungen. Wenn Sie Ihr Projekt planen, definieren Sie Toleranzen, Materialien, Stückzahlen und Weiterverarbeitung frühzeitig. So schaffen Sie die Grundlage für ein reibungsloses Zusammenspiel von Laserschneiden, Metall biegen und nachfolgenden Prozessen.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?


