Metall schleifen – Oberflächen und Pflege von Pulverbeschichtungen
Das Schleifen von Metall bildet die Basis für hochwertige Oberflächen im Maschinenbau, in der Architektur und im Design. Wer Pulverbeschichtungen einsetzen möchte, muss vorab sicherstellen, dass die Oberfläche sauber, gratfrei und ausreichend aufgeraut ist. Ebenso wichtig ist die Pflege: Schonende Reinigung, der Einsatz neutraler Mittel und die richtige Behandlung von Flecken schützen die Pulverbeschichtung und verlängern die Lebensdauer des Bauteils. Dieser Beitrag erklärt die wichtigsten Schritte – vom Schleifen über die Vorbehandlung bis zur Reinigung und Pflege – und liefert Checklisten und FAQs für technische Entscheider.
Metall schleifen als Fundament für langlebige Oberflächen
Metall schleifen ist weit mehr als eine kosmetische Maßnahme. In der industriellen Blechbearbeitung entscheidet die sorgfältige Oberflächenvorbereitung darüber, ob eine Pulverbeschichtung haftet, ob sich Korrosion bildet oder ob ein Bauteil seinen Zweck sicher erfüllt. Gerade in der Serienfertigung für Maschinengehäuse, Fassadenelemente, Möbel oder Fahrzeugteile ist es entscheidend, dass bereits die Rohoberfläche stimmt. Spätere Schichten wie Pulverlack, Schleiffinish oder Schutzfolien können nur dann ihre Funktion erfüllen, wenn sie eine saubere, gleichmäßige und aufgeraute Basis vorfinden. Gleichzeitig müssen Anwender wissen, wie pulverbeschichtete Oberflächen zu reinigen und zu pflegen sind, um langfristige Beständigkeit zu gewährleisten.
Die folgenden Abschnitte geben einen umfassenden Überblick über das Schleifen von Metallen in der industriellen Praxis, über die passenden Werkzeuge und Prozesse, über typische Rauheitswerte und Qualitätskriterien sowie über die richtige Vorbehandlung vor dem Pulverbeschichten. Anschließend erfahren Sie, welche Pflegemittel und Reinigungsstrategien sich für beschichtete Bauteile eignen, wo häufig Fehler passieren und wie Sie diese vermeiden können. Checklisten, praxisnahe Beispiele und ein FAQ‑Teil helfen Ihnen dabei, Ihre eigenen Projekte effizient und materialgerecht zu planen.
Grundlagen des Metallschleifens
Warum Metall geschliffen wird
Schleifen ist eine spanende Bearbeitung, bei der die Oberfläche eines Werkstücks mit abrasiven Werkzeugen abgetragen wird. Dabei verfolgt das Schleifen gleich mehrere Ziele:
- Entgraten und Kantenverrundung: Nach dem Laser‑ oder Stanzzuschnitt weisen Bleche häufig scharfe Grate und Kanten auf. Schleifen entfernt diese Grate, verhindert Schnittverletzungen und sorgt für eine definierte Kantenverrundung. Eine saubere Kante ist wichtig, denn Pulverlacke neigen dazu, sich an scharfen Stellen zurückzuziehen; eine leichte Verrundung verbessert die Schichtdicke und schützt vor Kantenkorrosion.
- Glättung und Homogenisierung: Die Oberfläche wird gleichmäßiger, Kratzer und Unebenheiten werden beseitigt. Je nach gewünschtem Finish können Körnungen von grob (P40/P60) bis fein (P400/P600) eingesetzt werden. Für eine nachfolgende Beschichtung oder Lackierung empfiehlt es sich, Oberflächen im Bereich P180 bis P220 zu schleifen, damit die Raute tief genug ist und dennoch eine gleichmäßige Struktur entsteht.
- Vorbereitung für Beschichtungen: Für Pulverbeschichtungen muss die Oberfläche eine definierte Rauheit besitzen. Bei vielen Systemen liegt der optimale Rauheitswert (Rz) zwischen 40 µm und 80 µm. Zu glatte Oberflächen führen zu schlechter Haftung, zu grobe Strukturen begünstigen Hohlräume und Einschlüsse. Durch die Auswahl der richtigen Schleifmedien und Prozessparameter lässt sich die gewünschte Rauheit einstellen.
- Optisches Finish: Hochglanzpolierte Oberflächen (z. B. an Dekorbauteilen) erfordern weitere Schritte wie Feinschleifen und Polieren. Hier werden feine Körnungen (P800–P1500) eingesetzt, um eine spiegelnde Oberfläche zu erzeugen. In der Pulverbeschichtung sind matte oder strukturierte Oberflächen verbreitet; dennoch wird ein gleichmäßiges Schliffbild gefordert.
Gängige Schleifverfahren und Werkzeuge
In der industriellen Praxis kommen verschiedene Maschinen und Werkzeuge zum Einsatz. Sie unterscheiden sich in Abtragsleistung, Präzision und Ergonomie. Folgende Werkzeuge werden häufig genutzt:
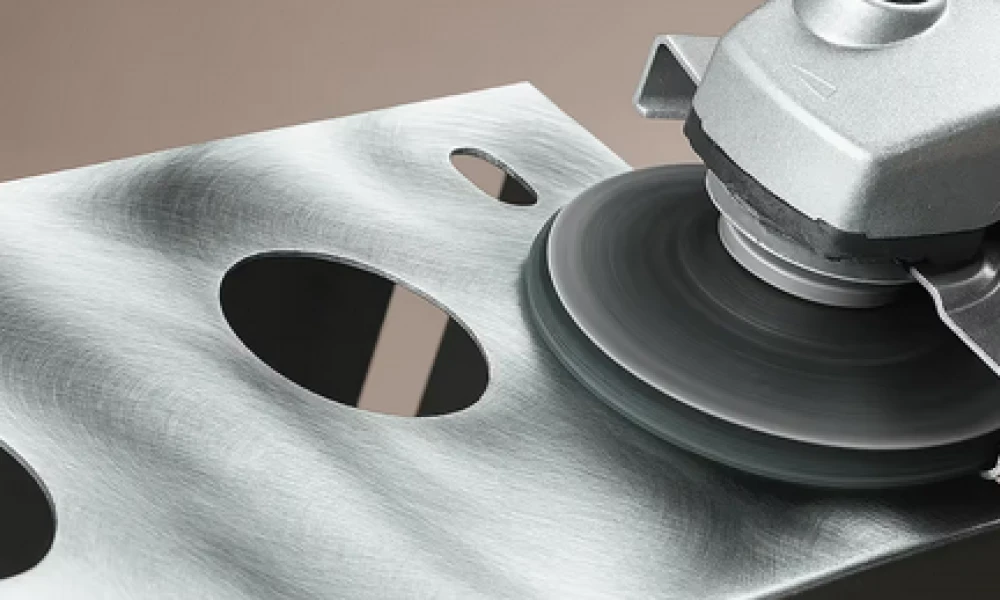
- Winkelschleifer (Flex): Ideal für groben Materialabtrag, zum Anfasen von Kanten oder zum Entfernen von Zunder und Rost. Mit den passenden Scheiben lassen sich Stahl, Edelstahl und Aluminium bearbeiten. Allerdings besteht bei unvorsichtiger Anwendung die Gefahr von Überhitzung und Riefenbildung.
- Exzenterschleifer: Diese Geräte kombinieren Rotation und Schwingung; sie eignen sich für mittlere bis feine Schleifarbeiten und erzeugen ein gleichmäßiges Schliffbild. In der Blechbearbeitung werden sie zum Verblenden und für den Feinschliff vor dem Beschichten genutzt.
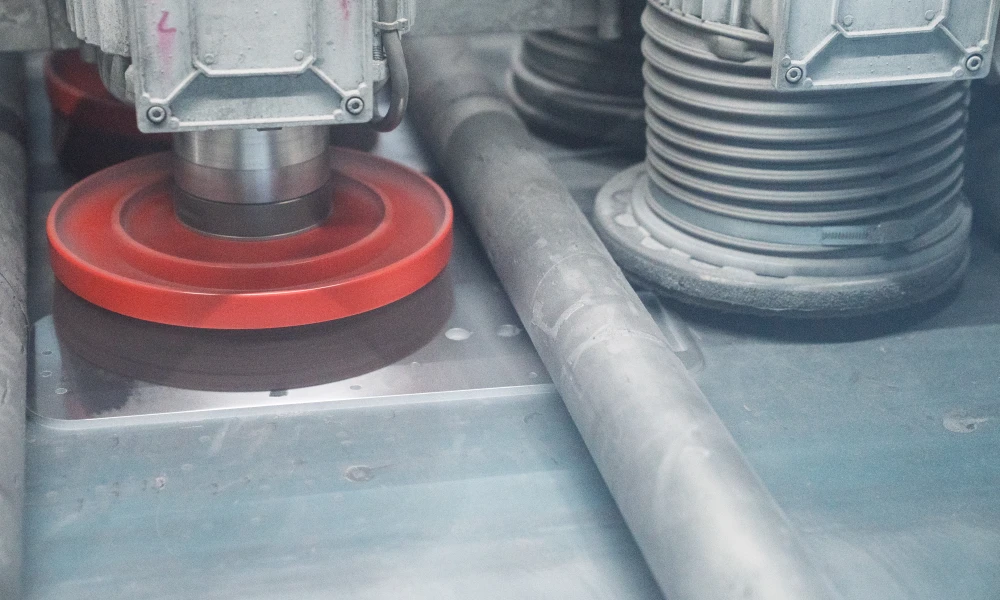
- Stationäre Bandschleifmaschinen: Mit endlosen Schleifbändern können sowohl große Flächen als auch Konturen bearbeitet werden. Breite Bänder werden in Breitbandmaschinen zum Schliff von Platten eingesetzt, schmalere Bänder (Schleifbock) zum Kantenverrunden oder Nachformen komplexer Geometrien.
- Vielzweckgeräte wie Dremel oder Druckluftgeradeschleifer: Für kleine Flächen, Bohrungen und schwer zugängliche Stellen kommen handgeführte Werkzeuge zum Einsatz. Sie können mit Lamellenschleifrädern, Fächerscheiben oder kleinen Schleifstiften bestückt werden und ermöglichen präzises Arbeiten auf kleinem Raum.
- Schleifbänder und Vliesbänder: Endlosbänder mit keramischem Schleifkorn ermöglichen hohen Materialabtrag und lange Standzeiten. Vliesbänder – oft als „Scotch‑Brite“ bekannt – dienen zum Feinschleifen, Entgraten und zum Erzeugen eines satinartigen Finishs. Sie sind in verschiedenen Härtegraden erhältlich und werden häufig nach einem Kornwechsel eingesetzt.
Je nach Metallart und gewünschtem Ergebnis wird die Körnung schrittweise angepasst. Es empfiehlt sich, mit einem groben Korn (z. B. P40/P60) zu beginnen und die Oberfläche mit jedem Arbeitsschritt feiner zu schleifen (P80, P120, P180, P220, P320, P400 usw.). Für Beschichtungen sind Schleifkörnungen von P180 bis P220 ein guter Kompromiss zwischen ausreichendem Materialabtrag und gleichmäßiger Struktur. Je feiner die Körnung, desto niedriger ist der Materialabtrag – dafür erhöht sich die Prozesszeit.
Oberflächenrauheit und Qualitätskriterien
Die Qualität einer geschliffenen Oberfläche wird durch messbare Parameter wie Rauheitswerte (Ra, Rz) beschrieben. Während der arithmetische Mittenrauwert Ra eher die Durchschnittshöhen der Profilspitzen betrachtet, berücksichtigt Rz die mittlere Rautiefe aus mehreren Einzelmessstrecken. Für Pulverbeschichtungen ist Rz die wichtigere Kennzahl, weil sie extreme Rauheiten stärker abbildet. Für eine gute Lackhaftung empfiehlt sich ein Rz zwischen 40 µm und 80 µm. Zu glatte Oberflächen können dazu führen, dass der Pulverlack nicht ausreichend ankert; zu raue Oberflächen verursachen Lufteinschlüsse und ungleichmäßige Schichtstärken.
Ein weiteres Qualitätskriterium ist die Kantenverrundung. Pulverlacke neigen bei scharfen Kanten zu geringer Schichtdicke – das sogenannte „Kantenflucht“‑Phänomen. Für korrosionsgefährdete Komponenten ist daher eine Verrundung von etwa 0,5–1,0 mm empfehlenswert. Außerdem sollten Grate und Scharfkanten vollständig entfernt werden, da sie nicht nur die Haftung beeinträchtigen, sondern auch Verletzungsgefahr und Montageprobleme verursachen.
Regelmäßige Qualitätskontrollen nach dem Schleifen umfassen die optische Prüfung (Schliffbild, Kratzerfreiheit), die Messung der Rauheit (Profilometer), die Kontrolle der Kantengeometrie und gegebenenfalls eine Warteprüfung auf Riefen und Überhitzungsspuren. Dokumentierte Prüfprotokolle helfen, reproduzierbare Ergebnisse zu gewährleisten.

Schleifen verschiedener Werkstoffe im Detail
Metalle unterscheiden sich durch ihre Härte, Zähigkeit, Wärmeleitfähigkeit und Legierungselemente. Das Schleifverhalten variiert entsprechend. Die wichtigsten Unterschiede werden nachstehend erläutert.
Stahl und Baustahl
Stahl wird in der Blechbearbeitung am häufigsten verarbeitet. Baustähle besitzen eine mittlere Festigkeit und lassen sich gut schleifen. Für groben Abtrag werden Körnungen P40–P80 verwendet; zum Feinschleifen P120–P220. Achtung: Zunder und Rost müssen vollständig entfernt werden, bevor eine Beschichtung erfolgt. Schweißspritzer und Schlacke sollten ebenfalls beseitigt werden, da sie durch den Pulverlack nicht verdeckt werden. Bei kohlenstoffarmen Stählen ist die Wärmeleitfähigkeit moderat, daher besteht geringe Gefahr von Temperfarbgebung. Dennoch sollte die Schleiftemperatur niedrig gehalten werden, um Anlauffarben zu vermeiden.
Kanten und Bohrungen werden bei Stahl häufig mit stationären Bandschleifern oder Winkelschleifern bearbeitet. Die Verwendung von Fächerschleifscheiben (Lamellenscheiben) gewährleistet einen gleichmäßigen Schliff und vermeidet Riefen. Nach dem Schleifen empfiehlt sich eine gründliche Reinigung mit Druckluft oder Bürsten, um Staub zu entfernen.
Edelstahl (Rostfreier Stahl)
Edelstähle (z. B. 1.4301, 1.4571) verfügen über hohe Festigkeit und Korrosionsbeständigkeit. Die passive Chromschicht ist jedoch empfindlich: Kratzer oder Überhitzungen können sie zerstören. Edelstahl besitzt eine höhere Zähigkeit als Baustahl, weshalb der Materialabtrag langsamer erfolgt. Empfohlene Körnungen für den Start liegen bei P80–P120, für den Feinschliff bei P180–P320. Zur Glättung von Schweißnähten sind Vliesscheiben oder satinierende Bänder geeignet. Da Edelstahl eine geringe Wärmeleitfähigkeit besitzt, besteht höhere Gefahr von Anlauffarben (Blaufärbung). Lange und ungleichmäßige Schleifbewegungen sollten daher vermieden werden; statt dessen sind kurze, überlappende Bewegungen und angemessener Anpressdruck anzuwenden.
Bei pulverbeschichteten Edelstählen muss die Oberfläche vor dem Schleifen fettfrei und sauber sein. Ferritfreie Strahlmittel oder Vliesbänder erzeugen eine geeignete Rauheit. Für hoch beanspruchte Anwendungen wird das sogenannte „Sweepen“ (schonendes Strahlen mit geringerem Druck) empfohlen. Hierbei werden Oxidationen und Anlauffarben entfernt, ohne zu viel Material abzutragen.
Aluminium und Aluminiumlegierungen
Aluminium ist leicht und besitzt eine gute Korrosionsbeständigkeit durch seine natürliche Oxidschicht. Allerdings ist es weicher als Stahl, was beim Schleifen zu Verstopfung von Schleifmitteln führen kann. Um ein Festsetzen der Späne zu vermeiden, werden offenporige Schleifbänder verwendet, die sich selbst reinigen oder mit Paraffin leicht benetzt werden. Die Körnung beginnt meist bei P80–P120 und endet bei P240–P400. Aufgrund seiner geringeren Festigkeit neigt Aluminium beim Biegen zum Reißen; beim Schleifen können durch zu hohen Druck Riefen oder Grate entstehen.
Eine Besonderheit ist die Orientierung zur Walzrichtung: Aluminiumlegierungen zeigen deutliche Richtungsabhängigkeit. Schleifen quer zur Walzrichtung verringert die Gefahr von Mikrorissen und Ausbrüchen. Für nachträgliches Biegen gilt: weiche Legierungen (1xxx, 3003, 5052) sind gut formbar; hochfeste Legierungen (6061, 2024, 7075) benötigen größere Innenradien und sorgfältige Oberflächenvorbereitung. In jedem Fall muss die natürliche Oxidschicht vor der Pulverbeschichtung entfernt werden. Das geschieht durch Strahlen oder gründliches Schleifen, gefolgt von chemischer Beizung (z. B. Chromfrei-Passivierung) und Spülung.
Verzinkter Stahl
Bei verzinktem Stahl schützt die Zinkschicht das darunterliegende Eisen vor Korrosion. Beim Schleifen besteht die Gefahr, diese Schicht zu beschädigen. Deshalb sollten verzinkte Bauteile nur an den Schweißnähten oder groben Unebenheiten nachgearbeitet werden. Die Rauheitsanforderung an verzinktem Stahl wird häufig durch sogenanntes Sweepen erfüllt – ein leichtes Strahlen mit nichtmetallischem Medium bei niedriger Druckeinstellung (ca. 2,5–3 bar). Dieses Verfahren entfernt oberflächliche Zinkoxidationen, ohne die Schicht deutlich zu reduzieren. Eine zu starke Bearbeitung führt dazu, dass das blanke Stahlsubstrat freigelegt wird, was später Korrosionsschutzmaßnahmen erfordert. Nach dem Sweepen ist eine Passivierung (z. B. Zinkphosphatierung) sinnvoll, um die Beschichtungshaftung zu erhöhen.
Kupfer, Messing und andere NE‑Metalle
Kupfer und Messing werden wegen ihrer Leitfähigkeit und dekorativen Optik eingesetzt. Sie sind weich, aber zäh; beim Schleifen neigen sie zum Verschmieren. Um eine schmierende Oberfläche zu vermeiden, sollte das Schleifmittel scharf und frei von Verunreinigungen sein. Im ersten Schritt wird die Oberfläche mit groben Körnungen (P80–P120) geschliffen, anschließend fein geschliffen (P240–P400). Für dekorative Anwendungen folgt meist ein Polierschritt. Da Kupfer und Messing oxidieren, sollten geschliffene Bauteile schnell weiterverarbeitet oder mit Schutzlack beziehungsweise einer Pulverbeschichtung versehen werden. Eine gründliche Entfettung ist unerlässlich, da Öl oder Fingerabdrücke bei der Beschichtung zu Blasen oder Kraterbildung führen können.
Vorbehandlung vor der Pulverbeschichtung
Bevor ein Bauteil pulverbeschichtet wird, muss es technologisch und chemisch optimal vorbereitet sein. Die Vorbereitung beeinflusst maßgeblich die Haftung, die Optik und die Korrosionsbeständigkeit des Lackaufbaus. In der Regel gliedert sich die Vorbehandlung in mechanische und chemische Schritte.
Mechanische Vorbehandlung: Schleifen, Strahlen und Kantenbearbeitung
Der erste Schritt besteht darin, die Oberfläche zu bearbeiten, um Grate, Schweißperlen und Verunreinigungen zu entfernen. Folgende Maßnahmen sind gängig:
- Entgraten und Kantenverrunden: Mit Bandschleifern oder entgratenden Bürstanlagen werden scharfe Kanten verrundet. Für dekorative Anwendungen wird häufig ein Radius von 0,5–1 mm gefordert.
- Schleifen oder Bürsten von Schweißnähten: Schweißnähte sind oft dicker als das umgebende Material. Durch Schleifen und Bürsten wird die Naht eingeebnet und in das Flächenniveau integriert. Bei verzinktem Stahl muss darauf geachtet werden, dass nur die Schweißpunkte nachbearbeitet werden und die Zinkschicht sonst erhalten bleibt.
- Strahlen (Sandstrahlen, Sweep-Strahlen): Für Stahl und Gusseisen wird Strahlen mit scharfkantigem Strahlgut (Korund, Stahlguss) eingesetzt, um Zunder, Rost und Altbeschichtungen zu entfernen. Für Edelstahl und Aluminium wird Strahlen mit nichtmetallischem Medium (z. B. Glasperlen, Keramikgranulat) oder Sweep-Strahlen verwendet, um eine definierte Rauheit zu erzeugen. Das Strahlen mit zu hohem Druck kann weiche Metalle verformen oder die Zinkschicht zerstören; daher sind Strahlparameter sorgfältig festzulegen.
- Aufrauen von verzinkten Bauteilen: Beim Sweepen darf der Strahldruck 2,5–3 bar nicht überschreiten. Als Strahlgut werden feine Quarzkörner oder Korund (0,25–0,5 mm) eingesetzt. Danach muss das Bauteil gründlich gereinigt und getrocknet werden.
Chemische Vorbehandlung: Entfetten, Beizen und Passivieren
Nach der mechanischen Bearbeitung folgen chemische Prozesse, um fettige Verunreinigungen zu entfernen und die Oberfläche zu aktivieren:
- Entfetten und Reinigen: Öle, Fette und Kühlschmierstoffe haften nach dem Schleifen auf der Oberfläche. Sie werden mit neutralen oder schwach alkalischen Reinigern entfernt. Als Hilfsmittel können warmes Wasser (<25 °C) und alkoholische Lösungsreiniger (z. B. Isopropanol) dienen. Stark lösungsmittelhaltige Reiniger (Aceton, Nitroverdünnung) oder scheuernde Mittel sind nicht geeignet, da sie die Oberfläche angreifen und Rückstände hinterlassen.
- Beizen und Entzundern: Für Baustähle sind saure Beizen oder Eisenphosphatierungsbäder üblich, um Restzunder und Walzhaut zu entfernen. Für Edelstahl kommen salpetersäurehaltige Beizen oder Zitronensäure zum Einsatz, um die Chromoxidschicht zu erneuern. Bei verzinktem Stahl werden Zinkphosphatierungen angewendet, die die Haftung verbessern und einen zusätzlichen Korrosionsschutz bieten.
- Passivieren und Konversionsschichten: Chromfreie Passivierungen (z. B. Zirkonium- oder Titanbasis) erzeugen eine dünne Konversionsschicht, die die Haftung des Pulvers verbessert. Für Aluminium wird häufig eine Oxalur- oder Chromatfreie Vorbehandlung verwendet, die gleichzeitig die natürliche Oxidschicht stabilisiert und Korrosion verhindert. Für verzinkten Stahl können Zinkphosphatierungen oder Nanoceramic-Beschichtungen eingesetzt werden.
Diese chemischen Schritte werden in einer Mehrstufenanlage durchgeführt: Zuerst entfetten, dann spülen, beizen, spülen, passivieren und abschließend mehrfach spülen, um Rückstände zu entfernen. Nur wenn jede Stufe korrekt durchgeführt wird, haftet der Pulverlack zuverlässig.
Trocknung und Kontrollschritte
Nach der chemischen Vorbehandlung muss das Werkstück gründlich getrocknet werden. Feuchtigkeit oder Chemikalienrückstände würden beim Einbrennen des Pulvers verdampfen und zu Blasen oder Kratern führen. Die Trocknung erfolgt in Warmlufttrocknern oder durch Strahlungswärme. Anschließend werden stichprobenartige Wasserfilmtests oder Haftungstests durchgeführt, um die Qualität der Oberfläche zu überprüfen. Teile, die Kratzer, Rostflecken oder Schleifriefen zeigen, werden nachbearbeitet.
Pulverbeschichtungen reinigen und pflegen
Die Pulverbeschichtung ist widerstandsfähig gegen mechanische Belastung, Chemikalien und UV‑Strahlung. Dennoch muss sie regelmäßig gereinigt werden, damit Witterungseinflüsse, Ablagerungen oder aggressive Medien die Schutzschicht nicht zerstören. Eine vernachlässigte Reinigung führt zu Farbveränderungen, Kreidung und in letzter Konsequenz zu Korrosionsschäden.

Grundlagen der Reinigung
Beim Reinigen von pulverbeschichteten Oberflächen gilt das Prinzip: so sanft wie möglich, so gründlich wie nötig. Die wichtigsten Regeln lauten:
- Neutraler Reiniger: Verwenden Sie ausschließlich pH‑neutrale Reinigungsmittel (pH 5–8). Laugen oder starke Säuren (>0,5 % Anteil) können die Oberfläche angreifen und glanzlose Flecken hinterlassen. Schwach saure Lösungen wie verdünnter Essig (1:1 verdünnt) können hartnäckige Kalk- oder Mörtelreste entfernen, sollten aber sofort mit viel Wasser nachgespült werden.
- Weiche Hilfsmittel: Nutzen Sie weiche Tücher, Schwämme oder nicht kratzende Bürsten. Scheuerschwämme, Stahlwolle oder Schmirgelpapier sind tabu, da sie die Pulverschicht zerkratzen und Angriffsstellen für Korrosion schaffen.
- Kühles Wasser: Reinigen Sie nur auf kühlen Oberflächen. Die Oberflächen- und Wassertemperatur sollte unter 25 °C liegen. Hohe Temperaturen verstärken die Reaktion von Reinigern und können das Pulver aufquellen oder auskreiden lassen.
- Kein Hochdruck oder Dampf: Hochdruckreiniger oder Dampfreiniger üben einen starken Abrieb auf die Oberfläche aus. Der Wasserdruck kann die Beschichtung ablösen, insbesondere an Kanten oder Fugen. Vermeiden Sie auch Reinigungsaktionen in direkter Sonne; plötzliche Temperatursprünge können Mikrorisse verursachen.
- Rückstände entfernen: Nach dem Reinigen sollte die Oberfläche gründlich mit klarem Wasser abgespült werden, damit keine Reinigermengen oder Säurerückstände verbleiben. Selbst kleine Mengen können bei Sonneneinstrahlung zu „Wasserflecken“ oder chemischer Korrosion führen.
Reinigungshäufigkeit und Umgebungsbedingungen
Die Reinigungsfrequenz hängt von der Umgebung ab:
- Innenbereiche und ländliche Umgebung: In Produktionshallen oder im Wohnungsbau, wo wenig aggressive Medien vorhanden sind, genügt in der Regel eine Reinigung ein- bis zweimal jährlich.
- Städtische Gebiete: In Städten mit höherer Luftverschmutzung und aggressiveren Emissionen sollte alle drei bis sechs Monate gereinigt werden, um Grauschleier zu vermeiden.
- Industrielle oder maritime Bereiche: In chemisch aggressiver Umgebung (z. B. Industrieanlagen, Küstengebiete, Schwimmbäder) müssen beschichtete Oberflächen monatlich bis vierteljährlich gereinigt werden, da Salz, Chlor oder saure Ablagerungen schnell in die Beschichtung eindringen können.
Regelmäßige Inspektionen helfen, Schadstellen frühzeitig zu erkennen und zu reparieren. Achten Sie besonders auf horizontal liegende Flächen, Fugen und Kanten – dort sammeln sich Schmutz und Feuchtigkeit. Bei Rissen oder Abplatzungen sollte die Beschichtung partiell abgeschliffen und neu aufgebaut werden.
Pflegemittel für Pulverbeschichtungen
Neben der Reinigung können spezielle Pflegemittel die Langlebigkeit der Oberfläche erhöhen. Hier einige Empfehlungen:
- Wachs- oder Polymerbeschichtungen: Eine dünne Schicht Autowachs oder ein Polymerreiniger kann auf Pulverlacken einen zusätzlichen Schutzfilm bilden. Dieser reduziert das Anhaften von Schmutz und erleichtert die Reinigung. Achten Sie darauf, dass das Produkt silikonfrei ist und keine abrasiven Komponenten enthält.
- Acryl- oder Nanoversiegelungen: Diese Produkte bilden eine unsichtbare Schutzschicht, die Schmutz abweist und die UV‑Stabilität erhöht. Sie werden auf die gereinigte und trockene Beschichtung aufgetragen und anschließend poliert. Besonders geeignet sind sie für Fassadenverkleidungen und hochwertige Metallmöbel.
- Spezielle Pflegesprays: Hersteller von Pulverlacken bieten oft eigene Pflegemittel an, die auf die chemischen Eigenschaften der Beschichtung abgestimmt sind. Diese Sprays entfernen Fingerabdrücke, Fett und Wasserflecken, ohne die Oberfläche anzugreifen.
- Probereinigung: Testen Sie jedes Pflegeprodukt zunächst an einer unauffälligen Stelle. Manche Mittel können zu Mattierung oder Verfärbungen führen, insbesondere bei strukturierter Beschichtung.
Häufige Fehler und Risiken beim Schleifen und Reinigen
Auch erfahrene Fachkräfte können beim Schleifen und Reinigen Fehler machen. Typische Fehler sind:
- Übermäßiger Materialabtrag: Zu langes Schleifen oder zu hoher Anpressdruck führt zu Vertiefungen oder zur Zerstörung von Schutzschichten wie Zink. Gerade bei dünnen Blechen entstehen so Löcher oder Verzug.
- Überhitzung: Durch zu hohen Druck oder stumpfe Schleifmittel wird das Bauteil heiß, was zu Anlauffarben, Weichglühzonen oder Verzug führt. Überhitzung kann auch den Gefügezustand verändern.
- Unzureichender Grit-Wechsel: Wird nach dem groben Schliff keine feinere Körnung eingesetzt, bleiben tiefe Riefen zurück. Diese zeichnen sich nach dem Beschichten als Schatten oder Linien ab. Es ist wichtig, Schritt für Schritt zu einer feineren Körnung zu wechseln.
- Unsachgemäße Reinigung: Der Einsatz von Scheuermitteln, organischen Lösemitteln oder ammoniakhaltigen Glasreinigern greift die Pulverbeschichtung an. Rückstände von Putzmitteln können weiße Schleier oder Flecken verursachen.
- Vernachlässigte Untergrundvorbereitung: Nicht entfernte Schweißperlen, Öle, Silikone oder Kleberückstände führen zu Abplatzungen oder Kraterbildung. Die Vorbehandlung erfordert gründliche Kontrolle und ggf. Nachbearbeitung.
- Falsche Lagerung und Transport: Nach dem Schleifen sollten Bauteile trocken, staub- und fettfrei gelagert werden. Verschmutzungen, Nässe oder Beschädigungen während des Transports machen die Vorbehandlung unwirksam.
Durch Schulungen, klar definierte Prozessschritte und sorgfältige Endkontrolle können diese Risiken minimiert werden. Moderne Fertigungsunternehmen setzen verstärkt auf automatisierte Schleifmaschinen mit integrierter Prozessüberwachung, die Anpressdruck, Temperatur und Körnung dokumentieren. In Kombination mit standardisierten Reinigungsplänen lässt sich die Qualität nachhaltig sichern.
Checkliste für die Spezifikation von geschliffenen und pulverbeschichteten Bauteilen
Um Missverständnisse zwischen Auftraggebern und Fertigungsdienstleistern zu vermeiden, sollte die technische Anfrage alle relevanten Informationen enthalten. Folgende Checkliste dient als Leitfaden:
- Bauteilbezeichnung und Stückzahl: Welche Teile sollen bearbeitet werden? Wie viele Einheiten werden benötigt?
- Material und Legierung: Stahl (mit Werkstoffnummer), Edelstahl, Aluminium (Legierung z. B. EN AW‑5052), verzinkter Stahl, Kupfer etc.
- Materialstärke und Geometrie: Dicke in mm, maximale Länge/Breite, Form (Flachblech, Kantteil, Profil). Bei Rohren oder Profilen sind Wandstärke und Durchmesser anzugeben.
- Schleifanforderung: Gewünschter Oberflächentyp (z. B. entgratet, K240, satin, poliert), gewünschte Rauheit (Rz 40–80 µm für Pulverbeschichtung, <20 µm für dekorative Anwendungen). Zu bearbeitende Bereiche (Flächen, Kanten, Bohrungen).
- Kantenverrundung: Gewünschter Radius an den Kanten (z. B. 0,5 mm). Mögliche Hinweis auf sicherheitsrelevante Kanten.
- Schweißnähte: Sind Schweißnähte vorhanden? Sollen diese eingeebnet werden? Welche Qualität wird verlangt? Entspricht die Naht ISO 5817 Qualitätsstufe B, C oder D?
- Vorbehandlung und Reinigung: Mechanische Vorbehandlung (Strahlen, Sweepen), chemische Schritte (Entfetten, Phosphatieren, Passivieren). Ist ein besonderer Reiniger vorgeschrieben? Gibt es Bedenken bezüglich Zinkentfernung oder Materialkombinationen?
- Pulverbeschichtung: Farbsystem (RAL, NCS oder Sonderton), Glanzgrad (matt, seidenglänzend, glänzend), Struktur (glatt, strukturiert, metallic), Schichtdicke (typisch 60–80 µm; bei Schutzschichten >100 µm). Anwendungsumgebung (innen, außen, Industrie, Küste) zur Auswahl des passenden Pulverlacks.
- Montage und Transport: Soll das Bauteil vormontiert werden? Wie soll es verpackt werden (Reißverschlussbeutel, Schaumstoff, Korrosionsschutzpapier, Seidenpapier)? Sind Etiketten oder Chargennummern erforderlich?
- Normen und Prüfungen: Gibt es normative Vorgaben (z. B. DIN EN ISO 12944 Korrosionsschutzklasse, DIN 55633 Pulverbeschichtung)? Sollen Prüfungen wie Gitterschnitt, Haftzugprüfung oder Salzsprühnebeltest durchgeführt werden?
Diese Liste hilft, Unklarheiten zu vermeiden, Produktionsfehler zu reduzieren und den Ausschuss zu minimieren. Je genauer die Angaben, desto höher die Wahrscheinlichkeit, dass das Endprodukt den Erwartungen entspricht.
Anwendungsbeispiele und Branchen
Die Kombination aus Metallschleifen und Pulverbeschichtung wird in einer Vielzahl von Branchen eingesetzt. Einige Beispiele illustrieren die Bandbreite der Anforderungen:
- Maschinen- und Anlagenbau: Verkleidungen, Schaltschränke und Schutzhauben müssen mechanisch robust, witterungsbeständig und optisch ansprechend sein. Sie werden zunächst entgratet und geschliffen, bevor eine dicke Pulverbeschichtung als Korrosionsschutz aufgetragen wird.
- Architektur und Fassadenelemente: Aluminium‑ oder Stahlbleche für Fassaden werden mit feiner Körnung geschliffen, um ein homogenes Erscheinungsbild zu schaffen. Die Pulverbeschichtung schützt vor UV‑Strahlung und Witterung; eine regelmäßige Reinigung erhält die Optik.
- Möbel und Inneneinrichtungen: Bei Designmöbeln aus Metall sind sichtbare Oberflächen häufig gebürstet oder fein geschliffen. Pulverlacke in matten oder glänzenden Tönen sorgen für Individualität und Widerstandsfähigkeit gegen Kratzer.
- Elektronikgehäuse: Gehäuse für medizinische Geräte und Steuerungen erfordern glatte, kontaminationsfreie Oberflächen. Nach dem Feinschleifen werden sie pulverbeschichtet; häufig müssen sie regelmäßig gereinigt werden, um Hygienestandards einzuhalten.
- Automotive und Transport: Karosserieteile, Nutzfahrzeugrahmen und Bauteile im Außenbereich werden grob entgratet, geschliffen und anschließend mit langlebigen Pulverlacken versehen. Diese müssen resistent gegen Steinschlag, Salz und Chemikalien sein. Die Reinigung erfolgt entsprechend dem Einsatzgebiet.
- Lebensmittelverarbeitung: Edelstahlteile für die Lebensmittelindustrie werden mit feinen Körnungen poliert, um eine hygienische Oberfläche zu erhalten. Die Beschichtung (wenn vorhanden) muss lebensmittelkonform sein; Reinigungsmittel müssen frei von Lösungsmitteln und geruchsneutral sein.
Die genannten Beispiele zeigen, dass Anforderungen an Schleifen und Beschichtung sehr unterschiedlich sein können. Während in der Architektur die Optik im Vordergrund steht, zählen in der Lebensmittelindustrie Hygiene und Reinigbarkeit. Die Wahl des Schleifverfahrens, die Vorbehandlung und die Pflege sollten daher immer auf den konkreten Anwendungsfall abgestimmt werden.
FAQ – häufig gestellte Fragen
1. Was ist der Unterschied zwischen Schleifen und Polieren?
Schleifen ist ein Abtragsverfahren, bei dem Material mithilfe abrasiver Körner entfernt wird. Es dient der Formkorrektur, dem Entgraten und der Rauheitsanpassung. Polieren hingegen ist ein Feinstbearbeitungsverfahren, bei dem nur geringe Materialmengen abgetragen werden. Es erzeugt sehr glatte, glänzende Oberflächen und wird nach dem Schleifen angewendet.
2. Welche Körnung ist für die Vorbereitung vor der Pulverbeschichtung geeignet?
Für die Vorbehandlung vor einer Pulverbeschichtung werden Oberflächen üblicherweise im Bereich P180–P220 geschliffen. Dieser Bereich erzeugt eine mittlere Rauheit von etwa 40–80 µm (Rz), die eine gute Haftung des Pulvers ermöglicht. Die exakte Körnung hängt jedoch von Material, Beschichtungssystem und gewünschtem Finish ab.
3. Warum ist die Walzrichtung beim Schleifen wichtig?
Bei gewalzten Blechen (insbesondere Aluminium) verläuft die Kornstruktur in eine Richtung. Schleifen oder Biegen in Längsrichtung kann Risse oder Oberflächendefekte begünstigen. Schleifen quer zur Walzrichtung reduziert das Risiko von Rissen und erzeugt gleichmäßige Oberflächenstrukturen.
4. Wie reinige ich pulverbeschichtete Oberflächen richtig?
Nutzen Sie lauwarmes Wasser (<25 °C) und pH‑neutrale Reinigungsmittel. Verwenden Sie weiche Tücher oder Schwämme. Vermeiden Sie Scheuermittel, Lösungsmittel, starke Säuren und Laugen. Spülen Sie die Oberfläche nach dem Reinigen gründlich mit klarem Wasser und trocknen Sie sie mit einem weichen Tuch. Reinigen Sie bei Bedarf häufiger, wenn die Umgebung industriell oder maritim ist.
5. Kann ich Kratzer in einer Pulverbeschichtung reparieren?
Kleinere Kratzer können mit passenden Reparatursets (Pulverspray, Lackstift) ausgebessert werden. Dabei muss die beschädigte Stelle leicht angeschliffen, gereinigt und neu beschichtet werden. Größere Schäden oder flächige Abplatzer erfordern das Abschleifen der gesamten Oberfläche und erneutes Pulverbeschichten.
6. Wie oft sollten pulverbeschichtete Bauteile gereinigt werden?
Die Reinigungshäufigkeit hängt von der Umgebungsbelastung ab. In Innenbereichen reicht meist eine jährliche Reinigung. In städtischen Umgebungen empfiehlt sich eine Reinigung alle drei bis sechs Monate. In maritimen oder industriellen Bereichen sollte monatlich gereinigt werden. Generell gilt: Je aggressiver die Umgebung, desto häufiger muss gereinigt werden.
7. Welche Pflegemittel eignen sich für pulverbeschichtete Oberflächen?
Empfehlenswert sind silikonfreie Wachse, Polymerversiegelungen und vom Lackhersteller freigegebene Pflegesprays. Sie bilden einen zusätzlichen Schutzfilm und erleichtern die Reinigung. Vermeiden Sie Produkte mit abrasiven Partikeln oder Lösungsmitteln.
8. Warum entstehen nach dem Pulverbeschichten manchmal Blasen oder Krater?
Blasenbildung entsteht häufig durch eingeschlossene Feuchtigkeit, Luft oder Verunreinigungen auf der Oberfläche. Krater entstehen durch Silikone, Fette oder Ölreste. Eine saubere Vorbehandlung und vollständige Trocknung vor dem Pulvern sind daher unerlässlich.
9. Wie gehe ich mit Kleber- oder Silikonresten um?
Reste von Klebebändern oder Silikondichtungen sollten vor dem Schleifen und Beschichten mit geeigneten Reinigern (z. B. Isopropanol) entfernt werden. Bei hartnäckigen Rückständen kann ein Mechanischer Reinigungsschritt mit einem Kunststoffspatel oder Schleifvlies erforderlich sein. Wichtig ist, keine aggressiven Lösemittel einzusetzen, die die Oberfläche beschädigen könnten.
10. Gibt es spezielle Schutzmaßnahmen für pulverbeschichtete Bauteile während der Montage?
Ja. Verwenden Sie Schaumstoffeinlagen, Kantenschutzprofile und saubere Handschuhe, um Kratzer zu vermeiden. Vermeiden Sie Schläge oder Klemmen, die die Beschichtung beschädigen können. Wenn während der Montage gebohrt oder geschnitten wird, sollten die Schnittkanten nachbearbeitet und mit einem geeigneten Reparaturlack versiegelt werden.
Metall schleifen bildet die Grundlage für jede hochwertige Oberfläche – sei es für ein sichtbares Finish, eine funktionelle Beschichtung oder einen korrosionsfesten Lackaufbau. Erst das saubere Entfernen von Graten, das Erzeugen einer definierten Rauheit und das sorgfältige Aufrauen der Kanten ermöglichen es, dass Pulverlacke sicher anhaften und ihre Schutzwirkung über Jahre entfalten. Gleichzeitig bleibt die Pflege pulverbeschichteter Oberflächen eine ständige Aufgabe: Schonende Reinigung mit neutralen Mitteln, regelmäßige Inspektionen und bei Bedarf der Einsatz geeigneter Pflegemittel verlängern die Lebensdauer von Bauteilen erheblich.
Für technische Entscheider bedeutet dies, bei der Projektplanung nicht nur Material, Blechdicke und Beschichtungssystem zu berücksichtigen, sondern auch die Schleifprozesse, Vorbehandlungsschritte und das spätere Reinigungs- und Pflegekonzept zu definieren. Klare Spezifikationen, regelmäßige Qualitätskontrollen und die Auswahl erfahrener Fertigungspartner wie GEMTEC sorgen dafür, dass Ihre Bauteile langfristig zuverlässig funktionieren und gut aussehen.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?


