Metallverarbeitung Berlin: Regionale Prozesskette für terminkritische Baugruppen
Terminkritische Baugruppen werden nicht allein durch schnelle Maschinen planbar. Entscheidend sind eine synchronisierte Prozesskette, eindeutige Revisionen, rückwärts geplante Freigaben, risikobasierte Zwischenprüfungen und ein klar definierter Lieferzustand. GEMTEC verbindet dafür in Königs Wusterhausen die benötigten Schritte von Konstruktion und Zuschnitt bis Montage und Logistik.
Metallverarbeitung Berlin ist bei terminkritischen Baugruppen dann belastbar, wenn nicht nur einzelne Fertigungsschritte schnell sind, sondern die gesamte Prozesskette synchron geplant wird. Entscheidend sind ein geklärter Zeichnungsstand, realistische Freigabepunkte, abgestimmte Zwischenprüfungen und ein eindeutig definierter Lieferzustand. Bei GEMTEC in Königs Wusterhausen führen wir Konstruktion, Laserzuschnitt oder Stanzen, CNC-Abkanten, Rundbiegen, Schweißen, Nachbearbeitung, Oberflächenveredelung, Baugruppenmontage und Logistik bedarfsgerecht zusammen. Das reduziert Schnittstellen und macht Terminrisiken früher sichtbar. Regionale Nähe zu Berlin kann bei Bemusterung, Abstimmung, Änderungen, Transport oder Montage helfen; sie ersetzt jedoch keine Fertigungstiefe und Prozessdisziplin. Für eine belastbare Planung sollten Sie deshalb vom benötigten Anliefertermin rückwärts planen und Freigaben, Prüfmerkmale, Oberflächen, Zukaufteile, Verpackung und Änderungswege vor Produktionsstart festlegen.
Kurz erklärt: Was bedeutet Metallverarbeitung Berlin für Baugruppen?
Metallverarbeitung Berlin beschreibt im B2B-Kontext nicht nur das Schneiden oder Biegen einzelner Bleche. Gemeint ist eine regionale Fertigungsleistung für Bauteile und Baugruppen, bei der technische Klärung, Material, Bearbeitungsverfahren, Qualität, Montagezustand und Lieferung als zusammenhängender Ablauf betrachtet werden.
Eine Baugruppe besteht aus mehreren Einzelteilen, die durch Schweißen, Schrauben, Einpressen oder andere Verbindungstechniken zu einer funktionalen Einheit zusammengeführt werden. Sie kann zusätzlich Zukaufteile, Oberflächen, Kennzeichnungen, Prüfungen und eine transportsichere Verpackung benötigen. Der Liefergegenstand ist damit nicht das einzelne Blechteil, sondern eine definierte, möglichst montagebereite Einheit.
Was bedeutet „terminkritisch“?
Ein Projekt ist terminkritisch, wenn eine Verzögerung nachgelagerte Abläufe direkt beeinträchtigt. Das kann eine Anlagenmontage, ein Produktionsanlauf, ein Baustellentermin, eine Bemusterung, ein Messeaufbau oder die Verfügbarkeit eines Ersatzteils sein. Terminkritisch bedeutet jedoch nicht, dass jeder Arbeitsschritt ohne Puffer beschleunigt werden sollte.
Terminsicherheit entsteht durch kontrollierte Abhängigkeiten. Materialverfügbarkeit, Zeichnungsfreigabe, Werkzeug- und Vorrichtungsbedarf, Oberflächenbehandlung, Zukaufteile, Prüfungen sowie Verpackung müssen in der richtigen Reihenfolge eingeplant werden. Erst wenn diese Kette sichtbar ist, lässt sich bewerten, wo Zeit gewonnen werden kann und wo eine Abkürzung nur späteren Aufwand erzeugt.
Welche Verfahren gehören zur regionalen Prozesskette?
Je nach Baugruppe kann die Prozesskette folgende Leistungen umfassen:
- Fertigungsgerechte Konstruktion und technische Klärung.
- Laserzuschnitt oder Stanzen von Stahl, Edelstahl, Aluminium oder Buntmetallen.
- CNC-Abkanten, Rundbiegen und Rollen.
- Schweißen sowie das Einbringen von Gewinden, Senkungen und Befestigern.
- Entgraten, Kantenverrundung und Schweißnahtbearbeitung.
- Oberflächenveredelung nach funktionaler und optischer Anforderung.
- Vormontage, Teilmontage oder Endmontage der Baugruppe.
- Prüfung, Kennzeichnung, Verpackung, Lieferung und gegebenenfalls Montage vor Ort.
Nicht jede Baugruppe benötigt jeden Schritt. Entscheidend ist, dass die benötigten Schritte früh als eine Fertigungsfolge geplant werden und nicht erst nacheinander bei getrennten Lieferanten entstehen.
Warum geraten Baugruppenprojekte unter Zeitdruck?
Viele Terminprobleme beginnen nicht an der Maschine, sondern in der Übergabe zwischen Einkauf, Konstruktion, Fertigung, Oberfläche und Montage. Ein scheinbar kleiner ungeklärter Punkt kann mehrere nachfolgende Schritte blockieren. Typische Beispiele sind fehlende Sichtseiten, nicht freigegebene Schweißnähte, unklare Gewinde, eine offene Materialalternative oder ein nicht definierter Endmontagezustand.
Abhängige Arbeitsschritte werden wie unabhängige Bestellungen behandelt
Beim Baugruppenprojekt beeinflusst ein Schritt den nächsten. Ein geänderter Biegeradius kann die Abwicklung verändern, eine neue Bohrungsposition kann eine Schweißvorrichtung betreffen und eine andere Beschichtung kann Auswirkungen auf Passungen, Gewinde oder die Montagefolge haben. Wer diese Schritte getrennt beauftragt, muss die technische Gesamtverantwortung selbst koordinieren.
Besonders kritisch wird es, wenn Einzelteile zwar pünktlich eintreffen, aber nicht zusammenpassen, nicht in der richtigen Version vorliegen oder vor der Montage nachbearbeitet werden müssen. Der Kalender zeigt dann einen eingehaltenen Teiltermin, während der eigentliche Projekttermin bereits gefährdet ist.
Freigaben kommen zu spät oder bleiben mehrdeutig
Eine Fertigung kann nur so eindeutig sein wie ihre Unterlagen. Werden Zeichnungen, CAD-Daten und Stücklisten parallel geändert, ohne einen verbindlichen Versionsstand festzulegen, entstehen Rückfragen und Fehlerrisiken. Dasselbe gilt, wenn eine E-Mail-Freigabe nicht klar bezeichnet, welche Zeichnung oder Änderung sie betrifft.
Ein Freigabepunkt braucht drei Angaben: freigegebener Dokumentenstand, verantwortliche Person und Zeitpunkt der Freigabe. Bei terminkritischen Projekten sollte zusätzlich feststehen, welche Änderungen danach noch zulässig sind und wie deren Terminwirkung bewertet wird.
Prüfungen werden erst am Ende eingeplant
Eine Endprüfung kann feststellen, dass ein Ergebnis nicht passt. Sie kann jedoch nicht die verlorene Zeit zurückholen, wenn der Fehler bereits vor Schweißen, Oberfläche und Montage entstanden ist. Sinnvoller sind wenige, gezielt gesetzte Zwischenprüfungen an den Stellen, an denen eine Korrektur noch beherrschbar ist.
Prüfpunkte sollten Risiken abfangen, nicht Papier erzeugen. Bei einer Baugruppe können beispielsweise kritische Maße nach dem Abkanten, die Passung vor dem vollständigen Verschweißen, sichtbare Flächen vor der Beschichtung und die Funktion vor dem Verpacken relevant sein. Der konkrete Prüfumfang richtet sich immer nach Zeichnung, Einsatz und vereinbartem Lieferumfang.
Der gewünschte Lieferzustand ist nicht eindeutig
„Baugruppe fertig“ kann sehr Unterschiedliches bedeuten: geschweißt, geschliffen, beschichtet, mit Befestigern versehen, teilvormontiert, funktionsgeprüft, gekennzeichnet oder einbaufertig verpackt. Bleibt dieser Zielzustand offen, werden Leistungen übersehen oder zu spät ergänzt.
Der Lieferzustand muss vor dem Terminplan definiert werden. Erst dann lässt sich festlegen, welche Prozesse, Zukaufteile, Prüfungen und Logistikschritte tatsächlich vor dem Anliefertermin abgeschlossen sein müssen.
Metallverarbeitung Berlin als durchgängige Prozesskette planen
Eine durchgängige Prozesskette bedeutet nicht, dass alles gleichzeitig passiert. Sie bedeutet, dass alle Schritte dieselbe technische Grundlage nutzen, Abhängigkeiten bekannt sind und Änderungen kontrolliert weitergegeben werden. Bei GEMTEC betrachten wir deshalb nicht nur das angefragte Einzelverfahren, sondern den geplanten Zustand der Baugruppe am Ende.
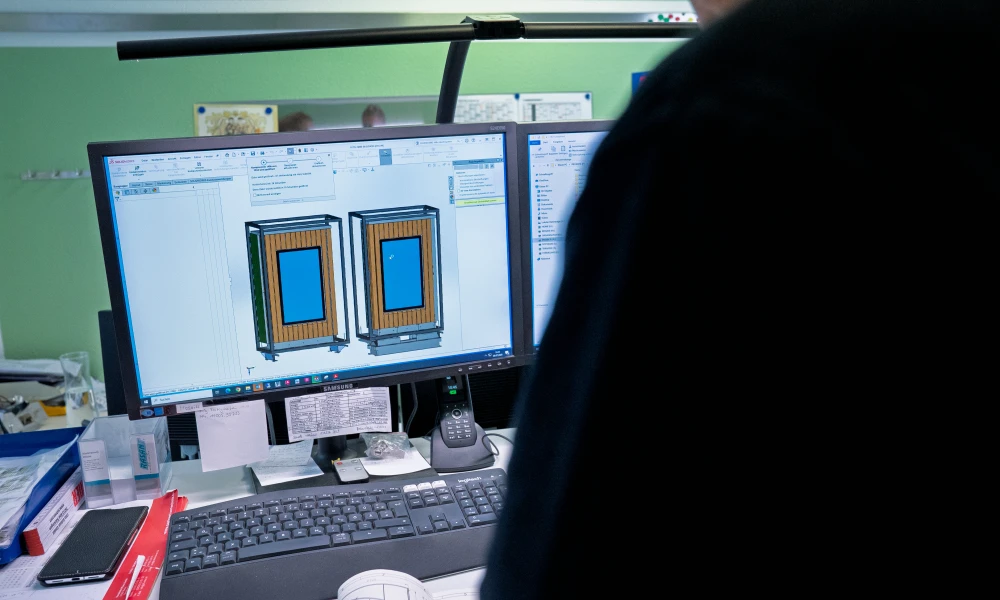
1. Technische Klärung und fertigungsgerechte Konstruktion
Am Anfang stehen Funktion und Einbausituation. Zeichnung, 3D-CAD-Daten, Stückliste und Spezifikation sollten zeigen, welche Maße funktionskritisch sind, welche Flächen sichtbar bleiben, welche Verbindungen vorgesehen sind und wie die Baugruppe später montiert wird. Unkritische Maße sollten nicht ohne technischen Grund besonders eng toleriert werden.
Eine frühe Fertigungsprüfung verhindert späte Zeichnungsänderungen. Zu klären sind unter anderem Biegeradien, Zugänglichkeit von Schweißnähten, Reihenfolge von Bohrungen und Gewinden, Platz für Werkzeuge, Schutz von Sichtflächen sowie mögliche Auswirkungen der Oberfläche auf Passungen. Liegt noch keine fertige Zeichnung vor, kann eine Skizze oder ein vorläufiges Modell den technischen Austausch starten; für die Produktionsfreigabe braucht es jedoch einen eindeutigen Stand.
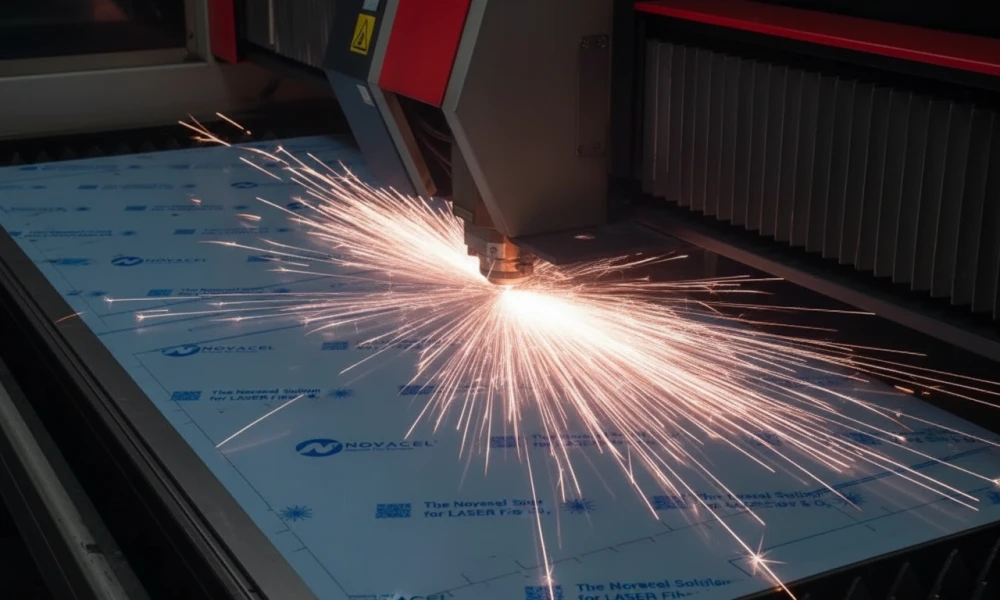
2. Zuschnitt und Stanztechnik auf Folgeprozesse ausrichten
Laserzuschnitt eignet sich für viele freie Konturen und variable Geometrien. Stanzen kann bei passenden Konturen und Stückzahlen wirtschaftliche Vorteile bieten und zusätzliche Bearbeitungsfunktionen integrieren. Die Verfahrenswahl sollte deshalb nicht isoliert nach dem ersten Preis erfolgen.
Der Zuschnitt bereitet die nachfolgenden Schritte vor. Aussparungen, Laschen, Markierungen, Bohrbilder und Konturen müssen so ausgelegt sein, dass Abkanten, Fügen, Oberflächenbehandlung und Montage zuverlässig anschließen können. Auch Bauteilkennzeichnung und Orientierung können wichtig sein, wenn viele ähnliche Teile zu einer Baugruppe gehören.
3. Abkanten, Rundbiegen und Rollen in der richtigen Reihenfolge
Material, Materialstärke, Geometrie, Biegeradius und Biegefolge beeinflussen das Umformergebnis. Bei mehreren Kantungen muss geprüft werden, ob das Bauteil in jeder Stufe zugänglich bleibt und ob sich bereits geformte Bereiche gegenseitig behindern. Rundungen und Rollen können zusätzliche Bezugspunkte oder Prüfschablonen erfordern.
Für den Termin ist nicht nur die Maschinenzeit entscheidend, sondern die sichere Reihenfolge. Eine früh abgestimmte Biegefolge reduziert das Risiko, dass Konturen nachträglich geändert, Bauteile neu zugeschnitten oder Montageflächen nachgearbeitet werden müssen.
4. Schweißen und Verbindungstechnik vorbereiten
Schweißbaugruppen benötigen eine klare Nahtdefinition, zugängliche Fügestellen und eine sinnvolle Schweißfolge. Wärmeeintrag und Spannzustände können die Geometrie beeinflussen; deshalb sind Vorrichtungen, Heftfolge, Zwischenkontrollen und gegebenenfalls eine Bearbeitungszugabe bereits in der Planung zu berücksichtigen.
Zusätzlich können Gewinde, Senkungen, Schweißmuttern, Schweißbolzen oder Einpressverbinder Teil der Baugruppe sein. Die Oberfläche entscheidet oft über den richtigen Einbauzeitpunkt dieser Elemente. Gewinde müssen gegebenenfalls geschützt, Beschichtungsflächen freigehalten und Verbindungselemente so gewählt werden, dass Montage und Einsatzbedingungen zusammenpassen.
5. Entgraten, Kanten und Oberfläche spezifizieren
Entgraten und Kantenverrundung beeinflussen Sicherheit, Haptik, Beschichtungsqualität und Montagefähigkeit. Bei sichtbaren Bauteilen kommen Schliffbild, Bearbeitungsrichtung, Schweißnahtübergänge und der Schutz empfindlicher Flächen hinzu. Diese Anforderungen sollten nicht erst nach dem Schweißen besprochen werden.
Oberfläche ist eine technische Spezifikation, kein später Dekorwunsch. Pulverbeschichtung, Lackierung, Eloxieren, Verzinken, Galvanik, Polieren oder Glasperlstrahlen stellen unterschiedliche Anforderungen an Vorbehandlung, Abdeckungen, Aufhängung, Kontaktstellen und Montagefolge. Welche Ausführung geeignet ist, hängt von Werkstoff, Einsatzumgebung, Optik und Funktion ab.
6. Baugruppenmontage und Prüfung definieren
Für die Vormontage oder Endmontage braucht es eine eindeutige Stückliste, identifizierbare Einzelteile und geklärte Zukaufkomponenten. Montageanweisungen, Anzugs- oder Einstellwerte, Funktionsmerkmale und sichtbare Abnahmekriterien sollten angegeben werden, soweit sie für die Baugruppe relevant sind.
Montagebereitschaft ist messbar. Eine Baugruppe ist erst dann montagebereit, wenn der vereinbarte Lieferumfang vollständig, die vorgesehenen Prüfungen abgeschlossen, offene Schutz- oder Transportsicherungen gekennzeichnet und notwendige Dokumente zugeordnet sind. Das vermeidet, dass der Kunde auf der Baustelle oder in der eigenen Produktion fehlende Teile und Nacharbeiten entdeckt.
7. Verpackung, Lieferung und Vor-Ort-Termin mitplanen
Verpackung schützt nicht nur vor Transportschäden. Sie kann auch die Reihenfolge der Entnahme, die Zuordnung zu Montageabschnitten und den Schutz von Sichtflächen sichern. Bei mehreren Baugruppen sind eindeutige Kennzeichnung und ein abgestimmtes Lieferlos oft wichtiger als eine möglichst frühe Komplettlieferung.
Der Transport ist der letzte Fertigungsschritt der Prozesskette. Lieferfenster, Zufahrt, Hebe- oder Entladebedingungen, Verpackungsrücknahme und eine mögliche Vor-Ort-Montage sollten daher vor dem Versand geklärt sein.

Liefertermine, Freigaben und Zwischenprüfungen rückwärts planen
Ein belastbarer Terminplan beginnt beim Zeitpunkt, zu dem die Baugruppe tatsächlich benötigt wird. Von diesem Ziel wird rückwärts geplant. Dadurch werden nicht nur Bearbeitungszeiten sichtbar, sondern auch Freigaben, externe Prozessanteile, Zukaufteile, Prüfungen und Logistik.
Vom Anliefertermin zu den technischen Startbedingungen
Planen Sie zuerst den benötigten Endzustand. Soll die Baugruppe im Werk angeliefert, direkt an eine Baustelle gebracht, in einer vorgegebenen Reihenfolge bereitgestellt oder vor Ort montiert werden? Daraus ergeben sich Verpackungsart, Lieferlos, Dokumentation und der späteste Zeitpunkt für Endprüfung und Versandfreigabe.
Danach wird die Kette rückwärts aufgebaut:
- Anlieferung oder Montage am Einsatzort.
- Versandfreigabe, Verpackung und Kennzeichnung.
- Endmontage und vereinbarte Funktions- oder Vollständigkeitsprüfung.
- Oberflächenbehandlung und Wareneingangsprüfung nach Rücklauf, sofern externe Schritte beteiligt sind.
- Schweißen, Fügen und geometrische Zwischenkontrolle.
- Abkanten, Rundbiegen und vorbereitende Bearbeitung.
- Laserzuschnitt oder Stanzen.
- Verfügbarkeit von Material und Zukaufteilen.
- Technische Klärung und Produktionsfreigabe.
Diese Reihenfolge enthält bewusst keine pauschalen Tagesangaben. Bearbeitungs- und Beschaffungszeiten hängen vom konkreten Projekt ab und müssen anhand von Material, Stückzahl, Geometrie, Oberfläche, Prüfanforderung und Kapazität bewertet werden.
Klare Freigabepunkte statt dauernder Teilfreigaben
Zu viele Teilfreigaben erzeugen ebenso viel Risiko wie zu wenige. Sinnvoll sind definierte Entscheidungstore, an denen ein ausreichend vollständiger Stand verbindlich wird. Typische Freigaben betreffen Zeichnung und CAD-Daten, Material, Erstmuster oder erste Baugruppe, Sichtoberfläche sowie Endmontage und Versand.
Jeder Freigabepunkt sollte fünf Fragen beantworten:
- Was genau wird freigegeben?
- Welcher Dokumenten- oder Revisionsstand gilt?
- Wer darf die Freigabe erteilen?
- Bis wann wird die Entscheidung benötigt?
- Was passiert, wenn die Freigabe verspätet oder mit Änderung erteilt wird?
Damit wird eine Freigabe zu einer steuerbaren Projektentscheidung und nicht zu einer unklaren E-Mail im laufenden Fertigungsprozess.
Zwischenprüfungen an irreversiblen Übergängen setzen
Ein Prüfschritt ist besonders wertvoll, bevor ein teurer oder schwer rückgängig zu machender Prozess beginnt. Dazu zählen beispielsweise vollständiges Verschweißen, Oberflächenveredelung, Einbau empfindlicher Komponenten, Endmontage oder Versand.
Geeignete Prüfpunkte können sein:
- Abgleich von Material, Zeichnungsstand und Teilekennzeichnung vor Fertigungsstart.
- Prüfung kritischer Konturen oder Bohrbilder nach dem Zuschnitt.
- Maß- und Winkelprüfung nach dem Umformen.
- Passprobe oder Vorrichtungsprüfung vor dem vollständigen Schweißen.
- Sicht- und Maßprüfung vor der Oberflächenbehandlung.
- Kontrolle von Oberfläche, Gewinden, Abdeckungen und Sichtseiten vor der Montage.
- Vollständigkeits-, Funktions- oder Schnittstellenprüfung vor Verpackung und Versand.
Nicht jede Baugruppe braucht alle diese Punkte. Der Prüfplan sollte sich auf Merkmale konzentrieren, deren Abweichung Termin, Funktion oder Montage ernsthaft gefährdet.
Änderungen mit Version, Wirkung und Entscheidung behandeln
Änderungen sind in Entwicklungs- und Sonderprojekten normal. Zeit kostet vor allem eine Änderung, deren Wirkung auf bereits gefertigte Teile, Zukaufteile, Vorrichtungen, Oberfläche und Liefertermin nicht bewertet wird. Deshalb sollte jede Änderung eine eindeutige Revision und eine kurze Auswirkungsprüfung erhalten.
Zu klären ist:
- Welche Teile und Dokumente sind betroffen?
- Welche Fertigungsstufe ist bereits erreicht?
- Können vorhandene Teile weiterverwendet oder nachgearbeitet werden?
- Ändern sich Prüfmerkmale, Oberfläche, Montage oder Verpackung?
- Welche Termin- und Kostenwirkung muss freigegeben werden?
Ein fester Änderungsweg verhindert parallele Wahrheiten. Einkauf, Konstruktion, Projektleitung und Fertigung arbeiten dadurch mit demselben Stand.
Berlin Metallverarbeitung lokal oder überregional vergeben?
Bei Termindruck ist ein regionaler Partner nicht automatisch die bessere Wahl. Ebenso ist ein überregionaler Anbieter nicht automatisch wirtschaftlicher oder leistungsfähiger. Entscheidend ist, welche Projektrisiken durch Nähe tatsächlich reduziert werden.
Eine regionale Vergabe in Berlin-Brandenburg bietet praktische Vorteile, wenn persönliche Bemusterungen, kurzfristige technische Abstimmungen, sensible oder sperrige Baugruppen, gestaffelte Lieferungen, Baustellenbezug oder Vor-Ort-Montage relevant sind. In solchen Fällen können kürzere Wege die Kommunikation und Logistik vereinfachen.
Eine überregionale Vergabe kann gut funktionieren, wenn die Spezifikation stabil, digital eindeutig freigabefähig und der Lieferzustand standardisiert ist. Dann können Fertigungstiefe, nachgewiesene Prozessfähigkeit und verfügbare Kapazität wichtiger sein als die Entfernung.
Die sinnvolle Entscheidungsregel lautet: Wählen Sie zuerst den Partner, dessen Prozesskette, Qualitätsplanung und Kommunikation zum Projekt passen. Bewerten Sie anschließend, ob regionale Nähe bei den konkreten Terminrisiken einen zusätzlichen Nutzen bringt.
Welche Vorteile hat die integrierte Prozesskette für Entscheider?
Für technische Einkäufer schafft eine durchgängige Prozesskette einen klareren Leistungsumfang. Weniger Übergaben bedeuten weniger separate Bestellungen, Transporte und Zuständigkeitsfragen. Angebote werden vergleichbarer, wenn nicht nur Einzelteile, sondern der definierte Lieferzustand bewertet wird.
Konstrukteure erhalten früher Rückmeldung zu Machbarkeit, Biegefolge, Schweißzugänglichkeit, Verbindungstechnik, Oberfläche und Montage. Das hilft, Änderungen vor der Produktionsfreigabe zu erledigen statt nach dem ersten fehlerhaften Übergang.
Projekt- und Produktionsleiter gewinnen einen gemeinsamen Terminplan über mehrere Fertigungsstufen. Kritische Freigaben, Zukaufteile und externe Prozessanteile werden sichtbar. Das verbessert die Steuerbarkeit, ohne unrealistische Sofortversprechen zu erzeugen.
Für Montage und Inbetriebnahme zählt vor allem der Lieferzustand. Vollständige, identifizierte und geschützte Baugruppen reduzieren Suchaufwand, Nacharbeit und improvisierte Anpassungen am Einsatzort.
Welche Informationen benötigt GEMTEC für eine belastbare Anfrage?
Je vollständiger die Anfrage, desto früher lassen sich Machbarkeit, Prozessfolge und Terminrisiken bewerten. Eine erste technische Klärung kann auch mit einer Skizze beginnen; für Angebot und Produktionsfreigabe werden jedoch eindeutige Unterlagen benötigt.
Stellen Sie nach Möglichkeit folgende Informationen bereit:
- 2D-Zeichnung, Skizze oder 3D-CAD-Datei mit Revisionsstand.
- Stückliste und Zuordnung der Einzelteile zur Baugruppe.
- Werkstoff, Materialgüte und Materialstärke.
- Stückzahl, Losgröße und gewünschte Abruf- oder Lieferstruktur.
- Kritische Maße, Toleranzen, Passungen und Prüfmerkmale.
- Gewünschte Verfahren, sofern bereits festgelegt.
- Schweiß-, Befestigungs- und Montageanforderungen.
- Oberfläche, Sichtseiten, Schliffrichtung, Farbe oder Schutzanforderung.
- Zukaufteile sowie Angaben, wer sie beschafft und freigibt.
- Gewünschter Lieferzustand: Einzelteil, vormontiert, endmontiert oder einbaufertig.
- Erforderliche Prüfungen, Kennzeichnungen und Dokumente.
- Terminwunsch sowie feste Zwischen- oder Baustellentermine.
- Vorgaben zu Verpackung, Lieferort, Entladung und Montage vor Ort.
Hilfreich ist außerdem eine kurze Beschreibung der Funktion. Funktionale Prioritäten zeigen, welche Merkmale wirklich kritisch sind und an welchen Stellen eine alternative Fertigungslösung geprüft werden kann.
Metallverarbeitung für Berlin aus Königs Wusterhausen
GEMTEC ist seit 1992 in Königs Wusterhausen in Brandenburg ansässig. Für Projekte in Berlin und der Hauptstadtregion verbinden wir regionale Erreichbarkeit mit einer breiten Metall- und Blechbearbeitung. Je nach Auftrag reicht die Prozesskette von Konstruktion und Zuschnitt über Umformung, Schweißen, Nachbearbeitung und Oberfläche bis zur Baugruppenmontage, Verpackung, Lieferung und Montage.
Für terminkritische Baugruppen ist ein Ansprechpartner besonders wertvoll, wenn mehrere Schritte voneinander abhängen. Offene Punkte lassen sich dann über die gesamte Fertigungsfolge bewerten, statt nur zwischen zwei einzelnen Lieferterminen weitergereicht zu werden. Gleichzeitig bleibt die technische Aufgabe wichtiger als der Ortsbezug: Auch bei überregionalen Projekten zählen eindeutige Unterlagen, abgestimmte Prüfungen und ein klarer Lieferzustand.
Metallverarbeitung Berlin für terminkritische Baugruppen
Metallverarbeitung Berlin wird bei engem Terminfenster nicht durch maximale Geschwindigkeit einzelner Maschinen zuverlässig, sondern durch eine planbare Prozesskette. Zeichnungsstand, Material, Fertigungsfolge, Freigaben, Zwischenprüfungen, Oberfläche, Montage und Logistik müssen auf denselben Zieltermin ausgerichtet sein. Regionale Nähe kann Abstimmung und Lieferung erleichtern, wenn sie für das konkrete Projekt genutzt wird.
Senden Sie uns für eine erste Bewertung Zeichnung oder CAD-Datei, Material, Stückzahl, Oberflächenwunsch, kritische Anforderungen, gewünschten Lieferzustand und Termin. Gemeinsam klären wir, welche Prozessfolge für Ihre Baugruppe sinnvoll ist, welche Freigaben benötigt werden und an welchen Stellen Terminrisiken früh abgesichert werden sollten.
Passende Anschlussbereiche auf unserer Website
- Fertigungsgerechte Konstruktion: für technische Klärung, CAD-Daten, Machbarkeit und produktionsgerechte Auslegung.
- Baugruppenmontage: für Vormontage, Endmontage, Komponentenbeschaffung, Prüfung und verpackungsbereite Einheiten.
- Oberflächenveredelung: für funktionale und optische Anforderungen an Stahl, Edelstahl und Aluminium.
Sie möchten mehr über unsere Fertigungsmöglichkeiten erfahren oder ein konkretes Projekt besprechen?


